04.委員会・部会の動き、支部の動き
- 中部支部 MRJミュージアム見学及び懇談会(懇親会)報告
-
先ず初めに、今回の豪雨で被災された皆様ならびにご家族の皆様に、心よりお見舞い申し上げると共に、被災地の一日も早い復旧を心よりお祈り申し上げます。
今年の中部支部懇談会は何日も猛暑日が続く7月25日に行われ、同時にMRJミュージアムを見学しました。
新幹線名古屋駅改札前の銀時計に12:45分に集合した中部支部主催のMRJミュージアム見学会 参加者25名は、駅ロータリーから大型バスに乗り込み、MRJミュージアムのある県営名古屋(小牧)空港に向かいました。
三菱重工グループが開発製造する国産初のジエット旅客機、Mitsubishi Regional Jet(MRJ)の最先端テクノロジーを紹介する展示施設及び実際の組立工程を間近で見られる最終組立工場「MRJミュージアム」は、名古屋航空宇宙システム製作所 小牧南工場内(愛知県豊山町)にあり、また今回一緒に見学する県立航空博物館「あいち航空ミュージアム」も隣接されています。
名古屋駅を出発して約30分、一行はあいち航空ミュージアムのバス駐車場に到着し、非常に暑い中、駐車場よりミュージアムまで5分ほど歩いてミュージアム受付に到着しました。MRJミュージアムの入館手続きは非常に厳しく、入館予定(予定時間:14:00)の30分前に入館予定者全員が受付に集合していない場合、その団体全員が入館出来ないことになっており、さらに、全員が身分証明書を提示して事前登録した生年月日と名前を確認するチェックをする厳しさでした。
参加者はミュージアム受付横の待合所にて入館待ちをしている間のおよそ15分間、ミュージアム紹介ビデオを鑑賞した後、各人入館手続きを行い、13名と12名の2班に分かれ時間差を付けて、三菱重工までのシャトルバスに乗り移動しました。
そして約1時間半の見学終了後、工場入口にあるグッズショップで出発時間までそれぞれが買い物を楽しんで、再びシャトルバスで出発点に戻り、次に離接する「あいち航空ミュージアム」にも入場。一行はそれぞれ分かれて戦後初の国産旅客機・YS-11の実機のほか、愛知県の航空機産業の歴史に触れられる展示などを見学しました。
今回の見学で航空機に使われているねじの多さを目の当たりにして、ねじの市場の拡大という点でも国産メーカーだけでなく、海外航空機メーカーにも国内産のねじが使われる時代が来ることを願うと共に、何か出来ることはないか考えさせられました。部品産業の拡大発展のためにも国産飛行機のさらなる飛躍に期待したいと思いました。
見学が終了した一行は16:30過ぎ、中部支部懇談会(懇親会)開催のため、名古屋に戻りました。
そして若干の渋滞もあって予定時間が過ぎた17:00過ぎ、支部懇談会(懇親会)だけに出席するため既に到着していた3名の方が待つ名鉄グランドホテル18F 北京宮廷料理 涵梅舫(カンメホウ)に到着。
到着後、入場の際、参加者皆様同士の新たな関係を作っていただくために、支部懇談会(懇親会)の出席者25名の方々に、それぞれ受付けでくじを引いていただいてランダムに席順を決め、3つの(中華)丸テーブルに分かれて着席していただきました。
本来の開始時間より少し遅れて17:00過ぎからスタートした中部支部懇談会は、大磯義和専務の開会挨拶に続き、本年度の第6回総会資料などの配布資料について説明の後、直ぐに懇親会の開始となりました。
懇親会では、最初に長谷川裕恭 副会長・中部支部長からの挨拶並びに乾杯の音頭があって懇親会の開演となりました。懇親会は参加者同士の活発な交流の場となったが、皆が顔見知りではなく、中部支部懇談会に初めて参加された方もおいでになることから、藤田守彦 副会長が、司会者となり出席者一人一人を紹介しその後、ご本人から自己紹介を兼ね一人一言発言するという企画を実施。和やかな雰囲気と笑いの中で、宴は益々の盛り上がりをみせることとなりました。
18:30過ぎに宴もたけなわではありましたが、時間となったため、閉会の挨拶に藤田守彦 副会長が立ち、最後に当日参加者の皆様並びに会員企業・協会の発展を祈念して三本締めで終了・解散となりました。
私としては、事務局として一回一回の会合を大事にし、会員の皆様との積極的な対話を心掛け、期待されている事やニーズを見つけ出し、常に協会サービスの向上に繋がる行動が出来るようにしたいと思っています。
最後に、至らぬ点も多々ありましたが、出席された皆様並びに関係者の方々のおかげで、なんとか無事に、そして非常に有意義にMRJミュージアムの見学並びに中部支部懇談会(懇親会)を終わらせることが出来感謝申し上げる次第です。本当に有難うございました。
(文責 荻上和彦)

MRJミュージアム 入口にて(集合写真)

あいち航空ミュージアムにて(YS-11機)

長谷川支部長 挨拶・乾杯

藤田副会長挨拶
- 五地域ねじ協会交流大会を札幌で開催。日本ねじ工業協会が主催。
-
(交流大会に参加した藤田副会長からの投稿です。)
去る、10月19日〜20日の二日間にわたり、日本、中国、香港、韓国、台湾の5地域のねじ協会による交流大会が、札幌で開催され、120名が一堂に集まりました。
この交流大会は、各地域のねじ工業協会の交流を目的に、1989年から台湾、韓国、日本の三地域交流会として始まりました。その後2003年から中国、2007年から香港も正式参加して五地域となり現在の姿になりました。
主催者・ホスト地域は持ち回りで、今年は3度目の日本開催、日本ねじ工業協会の主催となりました。
これまで長きにわたり交流実積を積み上げてきたものの、回を重ねる毎に交流大会のあり方についてさまざまな意見が出るようになりました。そのような背景を考慮して、主催者として当協会は今回、以下の二つの考え方を提案。また、主催者として、その趣旨に沿った運営をおこないました。
・お互いに協会について理解を深める。
・参加者個人の交流を図る。1点目については、まず、日本ねじ工業協会が自身の活動状況を紹介。特に資格委員会の人材育成・技能検定について、未来開発パブリシティ委員会のMF−Tokyo2017への出展をはじめとする広報活動についてプレゼンを実施しました。
2点目については、11月20日の交流晩餐会において、一つのテーブル毎に5地域のメンバーが着席、食事を共にしながら、自己紹介や会社紹介など、言語の違いを乗り越えて談笑する初めての機会を提供しました。
なお、この交流晩餐会に先立って、11月19日に開催された代表者会議において、今後の交流大会のあり方について討議を行いました。テーマ、内容、規模、費用負担などは、主催者が中心になって企画し運営する方式は継続されますが、半年前に各地域の意見を聞くこととなりました。
次回開催地域は中国。
(副会長藤田守彦 記)

11月19日に行われた代表者会議

11月20日の交流晩餐会

椿会長が主催者として挨拶
 大川副会長閉会挨拶
大川副会長閉会挨拶 乾杯(嶋田副会長)
乾杯(嶋田副会長)
次回開催地代表者挨拶
 日本参加者(代表)
日本参加者(代表) アトラクション(三味線)
アトラクション(三味線) - 香港が「5地域ねじ協会交流大会」を開催
-
「五地域ねじ協会交流大会」に参加した 瀧 篤人委員(未来開発パブリシティ委員会)から同行取材記事が届いています。以下に紹介させていただきます。
尚、写真は 藤田 守彦 副会長(未来開発パブリシティ委員会委員長)からお預かりしています。その中から幾つか写真を選ばせて頂きましたので掲載させて頂きます。
◇ ◇ ◇
「5地域ねじ協会交流大会」
瀧 篤人
(株式会社南勢 代表取締役社長)
10月11日(日)から14日(水)まで香港に行きましたので報告します。
12日(月)に香港コンベンション・エキジビジョンセンターにて「5地域ねじ協会交流大会」が開催され、日本ねじ工業協会からは相澤会長はじめ会員の皆様、ねじ工業協会事務局、報道関係の総勢30名が参加致しました。

( 5地域のねじ協会代表の皆様 )
各国のねじ業界の状況報告及び意見交換が行われ、技術セミナー、パネルディスカッション方式の事業継承の体験、活発な質疑応答、そして記念品の交換が行われました。

( 技術セミナーにて大磯専務プレゼン )
懇親晩餐会は「珍宝王国」で盛大に行われました。

( 懇親晩餐会の会場となったレストラン )

( 懇親晩餐会にて、ご当地の衣装で記念撮影 )

( 懇親晩餐会にて、相澤会長他5地域ねじ協会の代表の皆さん )
13日(火)は 中国広東省にある クラウン精密様、田中熱工様の中国工場の見学をしました。
( 広東省のクラウン精密工業様現地法人を訪問 )

( 広東省の田中熱工様現地法人を訪問 )
夜は有志の皆さんと「百万ドルの夜景」を満喫してきました。 噂通りの絶景でしたが、写メを撮って確認しても肉眼で見た絶景とはほど遠く、やはり真実は自分自身の目で確かめてこそと、「百万ドルの夜景」から学んだような気がします。
交流大会に参加して感じたこと・・・・
「5地域ねじ協会交流大会」に参加をするのは二回目ですが、昨年と同様に感じたことがあります。一般の私達は晩餐会での交流が主となりますので、言葉の壁を取り除いて頂けるよう各テーブルに通訳の人を付けて戴くとありがたいです。
参加国の皆さんは、業界を含め日本以上に経済が低迷しているのに、大変元気で躍動感に満ち溢れ、こちらが付いて行けないほど盛り上がっていました。先行きに不安を感じて消極的になるより、もっと前向きに開き直りの精神で頑張らないといけないと感じました。
最後に・・・・
皆様と無事に帰国出来ましたことに深く感謝致します。
ねじ工業協会事務局の皆様お骨折り戴き、誠にありがとうございました。

( 記事を書いていただいた瀧委員 )
- 「セキスイハイム」の組立・製造工場を見学
-
関東支部(椿 省一郎副会長・支部長)は、平成26年12月12日(金)、年末恒例の工場見学会を実施しました。
今年は、 「セキスイハイム」の組立・製造を行っている東京セキスイハイム工業株式会社様を訪問させていただきました。社 名:東京セキスイハイム工業株式会社
住 所:埼玉県蓮田市黒浜3535
事業内容:鉄骨系ユニット住宅 「セキスイハイム」の組立・製造見学会に参加された協会の未来開発・パブリシティ委員会の田坂 智委員(株式会社河坂製作所代表取締役社長)に、報告をまとめて頂きましたのでご紹介いたします。
日本ねじ工業協会関東支部の工場見学会に参加して
株式会社河坂製作所 田坂 智
2014年12月12日(金)、関東支部恒例の年末行事になった工場見学会に参加しました。見学先は「東京セキスイハイム工業株式会社」で、1972年4月1日に設立され、鉄骨系ユニット住宅「セキスイハイム」のユニットを生産している会社です。
工場到着後、まずPR室で、鉄骨系ユニット住宅について、説明をしていただきました。ユニット住宅とは、プレハブ構法の一つで、工場で生産されたユニットを組み合わせて建てる住宅の事です。鉄骨系ユニット住宅は、鉄骨(柱と梁)を立体的に組み、その接合部を溶接して強度を高め、地震から建物の倒壊を防ぐ工法(ボックスラーメン構造と呼ばれます)を採用しているのが、特徴です。
さらにセキスイハイムは、短工期で気密性や断熱性に優れた高度工業化工法である「ユニット工法」に特化し、「環境」、「安心」、「快適性」をコンセプトに、住宅の高性能化を進め、時代の変化やお客様の多様なニーズにお応えしてきましたとの説明がありました。説明終了後、2班に分かれ、見学に移りました。見学をした工場の生産ラインでは、1日に約130ユニットが生産されているそうです。1棟は平均13~14ユニットで構成されるので、1日10棟作っている計算になります。重要工程である溶接加工では、マイスター制度を導入し、また、ロボット溶接の監視を重視しているのが印象的でした。
見学終了後の質疑応答で、納期を質問したところ、大半を工場で完成させるので、現地で組み立てから60日で引き渡しが出来るとの事でした。
終わりに、今回、初めてユニット住宅の製造会社を見学しましたが、最先端の工法と、時代を先取りした住宅設計思想で事業を発展させるという点を見学出来、大いに勉強になりました。また来年も、このような企画をしていただきたいと思います。
(写真提供:株式会社ファスニングジャーナル)
- 台湾にて「五地域ねじ協会交流大会」開催される
-
「五地域ねじ協会交流大会」に参加した藤田守彦委員長(未来開発パブリシティ委員会)から同行取材記事が届いています。以下に紹介させていただきます。
◇ ◇ ◇
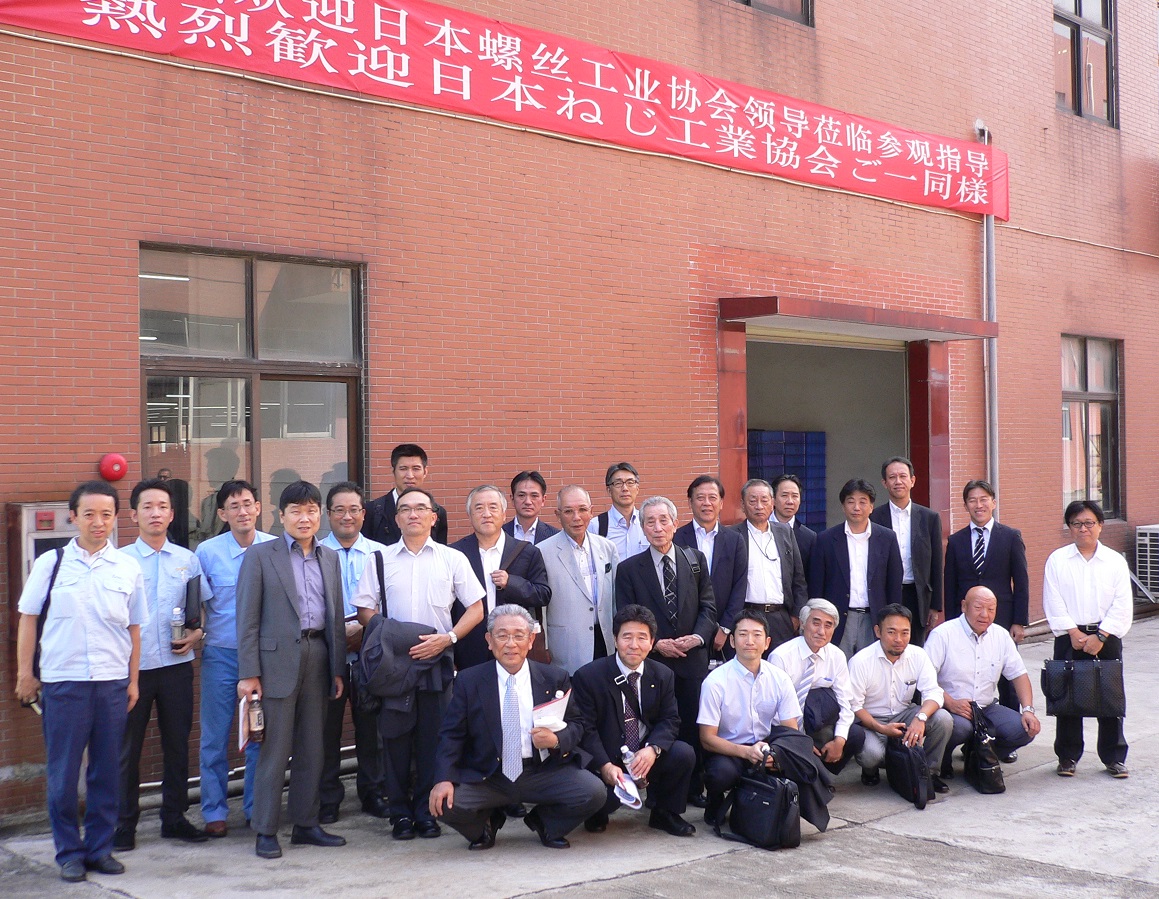
4月13日五地域ねじ協会〔台湾、日本、韓国、中国、香港〕交流大会が台湾高雄にて開催されました。日本ねじ工業協会からは関東支部、中部支部、関西支部より竹中会長はじめ33名の会員、協会事務局、報道関係が参加致しました。

参加した竹中会長他関係役員
午前は交流大会を前に「台湾ねじ博物館」を見学しました。高雄はねじ製造会社が多くあり、高雄におけるねじ産業の歩み、そして将来をわかり易く展示してあります。またねじ製造会社の製品展示もされ興味深く見学をしました。
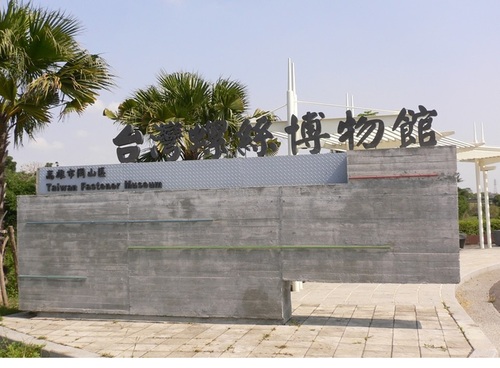
台湾ねじ博物館ゲートサイン(高雄市)
 台湾ねじ博物館のモニュメントの前で
台湾ねじ博物館のモニュメントの前で午後からは交流大会が行われ、台湾ねじ工業協会陳会長の歓迎の挨拶にはじまり、五地域の現状報告がされ、記念品の交換もされました。
 5地域の代表の方々
5地域の代表の方々
日本からの記念品
休憩をはさんで陳会長より台湾のねじ産業発展の礎となられた宋さんの御話が有りました。同時通訳の為、一部理解出来ない内容があった事は残念でした。
最後に次回交流大会開催場所を香港に決定し、閉会しました。
その夜は歓迎晩餐会が「君鴻国際酒店」で行われ、主催者発表で700名という方々が懇親を深めました。五地域ねじ協会会員、高雄市市長、台湾ねじ会社の得意先、仕入先、関係者も参加してみえました。
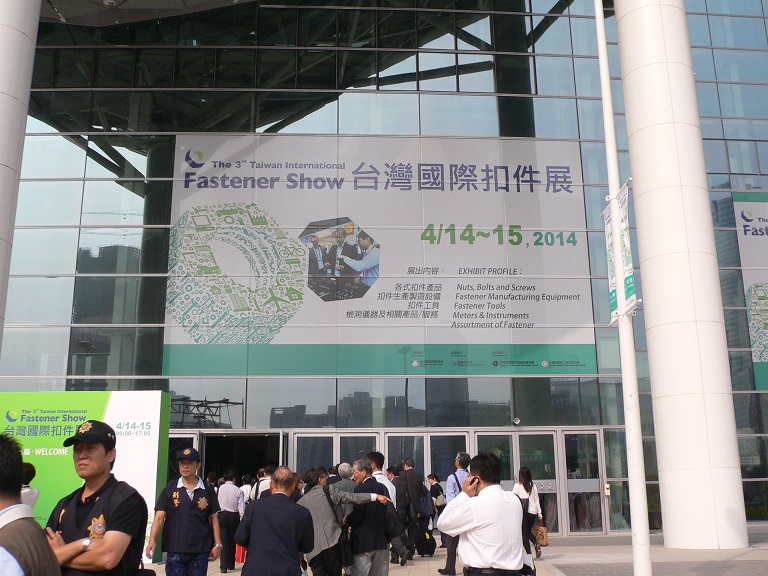
翌日は同時開催された「2014国際ファスナー展示会」見学し、午後からはを二班に別れ、一班日東精工さんの台湾工場〔旭和螺絲〕ともう一班は台湾ねじ企業の明幑企業さん、朝友工業さんを見学しました。
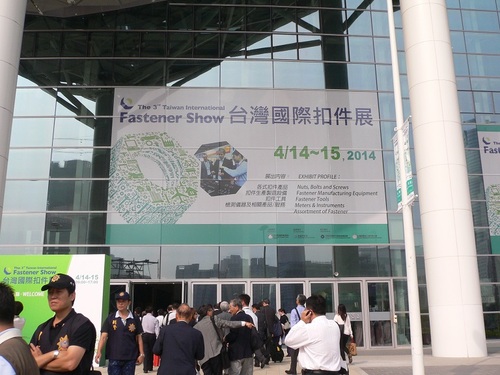
2014国際ファスナー展示会会場

2014国際ファスナー展示会の開会式にて

2014国際ファスナー展示会オープニングイベント

日東精工さんの台湾工場〔旭和螺絲〕を見学
幸い好天にも恵まれ五地域ねじ協会会員との交流はもとより、日本ねじ工業協会の会員の交流も更に深まった事と思います。
今回交流大会の準備、受入れをして頂いた「台湾ねじ工業協会」の陳会長はじめ会員各位に感謝申し上げます。
藤田守彦 記

右が記事投稿した藤田さん(台湾ねじ博物館にて)
- 中部支部懇談会(工場見学)及び懇親会開催について
-
中部支部(相澤正己副会長兼中部支部長)は、2月26日(水)に中部支部懇談会として
工場見学及び懇親会を開催した。
工場見学には、川崎重工業株式会社 名古屋第一工場(愛知県弥富市)を
訪問し、役員、中部支部会員及び賛助会員をはじめ27名が参加した。
その後JR名古屋駅へ戻り、名鉄グランドホテルにおいて懇親会を開催し、
38名が参加した。
- 鉄道車両製造工場を見学
-
関東支部(椿 省一郎副会長・支部長)は、昨年12月13日、年末恒例の工場見学会を実施。今回は、鉄道車両を数多く製造している株式会社総合車両製作所様の訪問となりました。
見学会に参加された協会の未来開発・パブリシティ委員会の西川倫史委員(日本鋲螺株式会社代表取締役社長)に、報告をまとめて頂きましたのでご紹介いたします。
尚、関東支部は、一昨年には日本航空株式会社成田機体整備工場見学会を行っており、その模様も以下から見ることができます。
http://www.fij.or.jp/blog/cat04/post-21.html
<関東支部、鉄道車両製造の株式会社総合車両製作所様を見学>未来開発・パブリシティ委員会委員 西川倫史
鉄道マニアの私には「聖地巡礼」ともいうべき見学会
今回は関東支部工場見学会ということで横浜の㈱総合車両製作所様を見学させていただきました。「総合車両製作所」というとピンとこない方が多いと思いますが、2012年にJR東日本グループ入りをし、「東急車輛製造」から「総合車両製作所」へと社名を変更しました。つまりこの総合車両製作所は、日本でステンレス車両を初めて製造した会社であり、かつ日本にある車両メーカーの中でJRから新幹線製造を許可された5社の中の1社であるということで、鉄道マニアには垂涎の「聖地巡礼」ということになります。

(↑ ステンレス車両1号車の展示もあります)今回おじゃました横浜事業所は京急の金沢八景駅からすぐの場所にあり、まわりには「関東学院」「横浜市立大学」「横浜市立金沢高等学校」といった学校がそばにある文教地区です。その中では異彩を放つ巨大な工場なのですが、古くは日本海軍の航空技術廠がその地にあり、そこを引き継ぎ総合車両製作所の前身である東急車輛製造が設立されたという歴史があります。
さて、正門で手続きを済ますと総合車両製作所の社員の方が2名出迎えていただきました。案内していただいた建物はとても威厳のある建物で、社員の方にお伺いするとその建物は戦争中に海軍が建てたものだそうで70年以上経った今も現役で使用できるのはさすがだと思いました。
車両の「構体」の変遷-設計部西垣部長講演から-
工場見学に先立ち、設計部の西垣部長様から車両の「構体」(つまり車体)の歴史についての講演がありました。明治時代、西洋から鉄道が導入され、日本国内でも車両を製作するようになります。しかし、当時は車両製造の専門メーカーはなく、主に造船所で製造されていたそうです。それは、まだ鉄道車両が「木」で作られていたためです。
鉄道が普及し、車両も大型化されるにつれ、車両もボギー車(台車がついている)に変わっていったため木造では強度が不足し、構体は鋼鉄製のリベット留へと変化します。構造上どうしても床の強度が必要となり構体は溶接で接合されるようになりますが、床面を強化すればするほど重量は増加し、その影響で妻面、側面に使用する鋼板が薄くなるといった問題が出てきました。
そこで取り入れられたのが飛行機などで取り入れられている「モノコック構造」です。鉄道車両の場合、厳密には「セミ・モノコック構造」ですが、モノコック構造を取り入れたことにより構体を簡素化・軽量化することに成功しました。その代表的な車両が総合車両製作所で製造された「東急5000系」です。
その後も簡素化・軽量化の流れは止まらず、鋼板を使った工法では構体重量の削減が限界になりました。そこで目をつけたのがステンレス鋼とアルミです。

←ご講演いただいた西垣部長(向かって左)
軽量化の進展 -ステンレスとアルミ合金の貢献-ステンレスは文字通り「錆びない」ため、鋼板を使用した場合に必要な①腐食代を折り込む必要なくなりその分軽量化できることや、腐食しないことによる②メンテナンス簡素化、そのことによる③予備車の台数削減、④塗装の褪色による塗直しや日常洗車の回数削減など製造のみならず保守面においてもメリットがあるといえます。
しかし実用化は大変難しく、ステンレスは溶接すると溶接個所から応力腐食割れが発生することや、加工硬化が大きく塑性加工が難しい、なにより素材が高価であるといった問題があります。そこで総合車両製作所は、アメリカのバッド社から技術供与を受けてオールステンレス車両(東急7000系)を日本で最初に製造することに成功しました。その後、国鉄(現JR)205系に採用される際に、技術情報の公開という条件を総合車両製作所が受け入れたことにより、いっきに私鉄各社にステンレス車両が普及するようになりました。しかしステンレス車両というと総合車両製作所というブランドはしっかり築かれており、現在総合車両製作所で製造された最新型車両には「sustina」というブランドがつけられています。
軽量化ですが20メートル級車両の鋼板製が10tあったものがオールステンレス車両の第1世代で8t、その後、溶接技術の向上によりスポット溶接から現在の最新型(東急5050系)に使用されているレーザー溶接での接合により組上げられる構体の重量は、なんと5.9t台まで低減されています。
通勤車両はステンレス、高速鉄道車両はアルミ合金の棲み分け
いいことずくめのステンレス車両ですが、なぜか通勤車両にしか採用されません。その辺りを西垣部長にお聞きしたところ、①特急などの優等列車はデザインが大事なためステンレスの金属地が見えるようなのは好まれず、必ず全面塗装をするためステンレスの良さがいかされないこと。②優等列車の先頭車は流線型になっていることが多くステンレスでは加工が難しいこと。だそうです。そのためステンレス車両の先頭車にはデザインを反映しやすいようFRPを使用するものもあります。さらに南海電鉄の関空特急ラピートのような独特な先頭車両の形状の場合、ステンレス車両やアルミ車両全盛期に製造されながら鋼板製で製造したとのことでした。
一方、アルミ合金車両の歴史は、ステンレス車両の登場と同時期にはじまります。ステンレスとは違い、素材自体がもともと鋼板より軽いこともあり、軽量化に苦心する必要はないのですが、反対に柔らかすぎるため構体の強度を確保するとめ試行錯誤が続きます。アルミの板のみでは強度がないため、その板に骨になる部材を接合するのですが、当時はアルミの溶接技術がまだ確立されておらず、構体の接合は部分的にリベット留が採用されています。日本で最初のアルミ車両は、昭和37年に川崎車輛(現:川崎重工)が製作した山陽電鉄の2000系(第1世代)でした。その後MIG溶接、スポット溶接と接合方法が変化し、アルミ車両の製造方法が大きく変わるのは第2.5世代に採用されたアルミの押出形材です。従来は板と骨を接合していたものを押出金型を用い、一体成型することにより大きく工程を省略することができました。現在ではさらに強度を確保するため大型中空押出型材を用いて、外板と骨格の一部、外板補強を一体化(ダブルスキン構造)し、スポット溶接適用部位が大幅に削減されています。ところで肝心の車両の重量はというと、素材がやわらかい分補強が必要なため使用されるアルミ合金の量が多く、ステンレス鋼製車両とほぼ同じ重量だそうです。
このようなアルミ合金車両なのですが、①素材の価格がステンレス鋼より高い(必然的に車両価格が高い)②押出金型をつくるため量産しないと採算がとれない③事故等で構体が変形した場合、修復に熟練を要する等の問題があります。しかし、現在、新幹線はすべてアルミ合金車両となっており、デザイン的にも性能的にも高速鉄道車両はアルミ合金製というのが主流となっています。
いよいよ、工場見学! わくわくです。
さて、ここから工場見学です。最初に目に入ったのがJR東日本、秋田新幹線E3系です。スーパーこまちE6系が順次増車されるのに伴い、E3系の古い編成を廃車し、または比較的年次の新しい編成を改造するための入庫だそうです。
E3系を横目に進むとトラバーサーが目に飛び込んできました。トラバーサーとは鉄道車両工場では必須の設備です。自動車の組立工場のように車をコンベアに乗せて各工程を移動させるには鉄道車両は大きすぎるため、「構体組立」「塗装」「取付」「艤装」「内装」「台車」と建屋がわかれています。その工程の建屋に車両を移動させるための水平移動するエレベーターのようなものなのです。
【構体工場】
はじめに構体工場を見学しました。当日は風が大変強く、引率していただいている西垣部長は、我々見学者が建屋に出入りする際に建屋内に風が入り込むことに非常に注意を払っておられました。それはアルミ合金の溶接をするのにアルゴンガスで周囲を囲んで酸化を防ぐようにしているため、風で雰囲気が飛んでしまわないようにするためでした。
建屋に入るとちょうど左手に北陸新幹線E7系を組み立ているところでした。車両は大きいので後で方向転換することが難しいため、構体を組み立てる時から方向(東京方面、金沢方面等)を決めて組み立てるそうです。随所に車両の端についている指示書にはどちら側かが書かれていました。
E7系の妻面をみると、先ほど西垣部長から説明にあったとおり、アルミ合金の板の間にアルミ合金のジグザグした板が挟まれている(ダブルスキン)構造がよく確認できました。驚いたことは妻面が六角ボルトで締結されていることでした。それはたまたま化粧室ユニット入れる必要がある車両の妻面だからなのかは確認できませんでしたが、アルミとアルミの接合に鉄の六角ボルトという選択が驚きでした。なおこの六角ボルトはパテで埋められて完成車両では見ることができません。
これほど細心の注意を払い組み立てられる構体ですが、通勤車両で20m、新幹線では25mの長さがあるため、やはり歪は発生するようです。実はこの歪を取る方法がまたびっくりです。構体断面のゲージを持った作業者が順番にゲージを構体に当てて行き、隙間を発見すると巨大なハンマーで力一杯ぶん殴るというものです。まさかの最新の新幹線がハンマーで叩かれているとは!びっくりしていると西垣部長が「わたしがハンマーで叩くと大変なことになります」とのことそれを聞きなぜかホッとしました。
【艤装工場・内装取付工場】
次に艤装工場を見学しました。工場の半分は艤装するためのスペース、もう半分は艤装するパーツを所定の長さや大きさに加工して、車両ごとに集約するスペースとなっていました。そのあとの内装取付工場も同様ですが、購入品や支給品の多さにびっくりです。普段は近くで見ることのないパンタグラフや密着連結器、車両の椅子、つり革などは家に持って帰りたい衝動にかられました。
【試験そして出荷】
こうして最後に台車を取付けてできあがった車両は、京急線と平行に走る試験線で走行試験、発注者の立会い試験を経て出荷されます。一部の私鉄、新幹線車両はトレーラーに載せて搬出されますが、JR・京急・その他私鉄のほとんどの車両を搬出するのは京急本線から工場内に伸びる支線を利用します。ここで「?」と思った方はかなりの鉄道マニアです。そうですJRと京急は線路の幅(ゲージ)が違う(JR:1067mm 京急:1435mm)のです。実はこの総合車両製作所-金沢八景-神武寺(逗子線)は日本で唯一の3線軌道(レールが3本)なのです。つまりJR向け車両は台車を交換することなくこの総合車両製作所から牽引気動車に引っ張られて京急の線路を神武寺まで走行、その後連絡線を通りJR逗子にある車両基地に搬入されます。
しかしどうして一民間企業である車両製造会社がこのような搬出路の優遇?があるのか尋ねたところ、このJRまでの連絡線路は日本海軍が敷いたものだそうです。
お蔭さまで大満足の見学会でした。総合車両の皆様に感謝します。
最後に工場敷地の一角に保存されている0系新幹線の先頭車両の前で記念撮影をして見学会を終了しました。

本当に今回の見学会は営業運転前の北陸新幹線E7を見ることもでき、また見学中にもこちらからの質問攻撃にも丁寧に答えていただき、一鉄道好きな筆者としてはお腹いっぱいで大満足でした。また工場のいたるとこに垣間見られる長い歴史をも感じることができる有意義な見学会でした。
日本鋲螺㈱西川倫史
【見学先会社の概要】
商 号:株式会社総合車両製作所(Japan Transport Engineering Company)
所在地:神奈川県横浜市金沢区大川3番1号
設 立:2011年(平成23年)11月9日
資本金:31億円
従業員:932名(2013年4月1日現在) - 【日本ねじ研究協会】平成25年度事業の活動状況(中間報告)
-
ねじの締結技術及び製造技術の研究と標準化を中心に事業を行っている日本ねじ研究協会の活動状況をご紹介します。
平成25年12月
日本ねじ研究協会・専務理事 大磯義和
1 研究委員会(委員長 澤俊行・広大)
ボルト締結体の基本設計法をまとめた報告書を取りまとめ中です。
項目は、1ばね定数、2内力係数、3ねじの締付け、4座面応力及び限界座面応力、5ゆるみ、6疲労、7実際の設計例などから構成する予定です。
また、最近の話題提供として次の方々から発表があった。
大塚委員(本田技研) 近年の締結技術研究課題
両角委員(トヨタ) 座面応力及び変形解析
石村先生(湘南工科大) 軸直角方向繰返し変位とゆるみ
富士岡氏(トヨタ) ねじ締結のゆるみ
渡辺委員(マツダ) 総合摩擦係数
2 標準化委員会(委員長 熊倉進・元神奈川大)
(1)ISO/TC1(ねじ)国内委員会(委員長 辻 裕一・電機大)
ISO/FDIS 16239(ねじ測定用針)は、エディトリアルコメント付き賛成(2013-09-29)で投票。
ISO 965-1(一般用メートルねじ-公差-第1部:原則及び基礎データ)は、改正4版(2013-09-15)が発行されました。
(2)ISO/TC2(締結用部品)国内委員会(委員長 萩原正弥・名工大、幹事 根本俊雄・元東大)
ISO/TC2関係会議が2013年10月14日~18日に亘ってフランス・パリで開催され、萩原正弥氏(名古屋工業大学)が日本代表として出席しました。
10月14日 ISO/TC2/WG13(座金及びねじなし部品) 平座金の公差・機械的性質の検討。
10月15日 ISO/TC2/SC7(参照規格) 検査文書、締結部品用語の検討。
10月16日 ISO/TC2/SC7(参照規格) 表面欠陥の検討。
ISO/TC2/SC11(おねじ部品) ヘクサロビュラ穴の小サイズ追加の検討。
10月17日 ISO/TC2/SC14(表面皮膜) 電気めっき、亜鉛フレーク皮膜の検討。
10月18日 ISO/TC2/SC12(めねじ部品) プリべリングトルク試験の改正検討。
ナットの機械的性質の改正検討。
ISO/TC2(締結用部品) ビジネスプラン、各WG/SCの報告。
(3)日本工業規格(JIS)原案の作成
1)JIS B 1009 おねじ部品-呼び長さ及びボルトのねじ部長さ(改正) (委員長 賀勢晋司・元信州大、幹事 武藤治・メイラ)
ISO 888:2012, Fasteners -- Bolts, screws and studs -- Nominal lengths and thread lengths (2012-04改正)に整合した国際一致規格(IDT)を作成・書面審議中です。
2)JIS B 1052-2 締結用部品の機械的性質-第2部:強度区分を規定したナット-並目ねじ及び細目ねじ(改正)(委員長 熊倉進・元神奈川大、幹事 山岸章・サトーラシ)
ISO 898-2:2012, Mechanical properties of fasteners made of carbon steel and alloy steel -- Part 2: Nuts with specified property classes -- Coarse thread and fine pitch thread (2012-03改正)に整合した国際一致規格(IDT)を作成中で、JIS B 1052-6 締結用部品の機械的性質-第6部:保証荷重値規定ナット-細目ねじは廃止とする予定です。
3)JIS B 1053 炭素鋼及び合金鋼製締結用部品の機械的性質-硬さ区分を規定した止めねじ及び類似のおねじ部品(改正) (委員長 熊倉進・元神奈川大、幹事 木田秀樹・互省製作所)
ISO 898-5:2012, Mechanical properties of fasteners made of carbon steel and alloy steel -- Part 5: Setscrews and similar threaded fasteners with specified hardness classes -- Coarse thread and fine pitch thread (2012-05改正)に整合した国際一致規格(IDT)を作成中です。
4)JIS B 1055 タッピンねじ-機械的性質(改正)(委員長 賀勢晋司・元信州大、幹事 高木勝美・青山製作所)
ISO 2702:2011, Heat-treated steel tapping screws - Mechanical properties(2011-05改正)に整合した本体規定と、JIS独自の附属書規定を存続した改正案を作成・書面審議中です。
なお、タッピンねじの製品規格に附属書の規定を移した後に、この共通規格からは削除する方針で進める予定です。
5)JIS B 1189 フランジ付き六角ボルト(改正)(委員長 川井謙一・横国大、幹事 築山勝浩・佐賀鉄工所))
ISO 15071:2011, Hexagon bolts with flange -- Small series -- Product grade A (2011-06改正)及びISO 15072:2012, Hexagon bolts with flange with metric fine pitch thread -- Small series -- Product grade A (2012-07改正)に整合した本体規定と、JIS独自の附属書規定を存続した改正案を作成・書面審議中です。
6)JIS B 1190 フランジ付き六角ナット(改正)(委員長 川井謙一・横国大、幹事 山岸章・サトーラシ)
ISO 4161:2012, Hexagon nuts with flange, style 2 -- Coarse thread (2012-08改正)及びISO 10663:2012, Hexagon nuts with flange, style 2 -- Fine pitch thread (2012-08改正)に整合した本体規定と、JIS独自の附属書規定を存続した改正案を作成・書面審議中です。
以上のほか、平成23年度作成のJIS B 1051ボルトの機械的性質(委員長 田中誠之助・田中熱工、幹事 築山勝浩・佐賀鉄工所)の改正案を見直し、ISO 898-1:2013, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1 : Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread(2013-01改正)に整合した国際一致規格(IDT)を作成・書面審議中です。
3 出版委員会(委員長 川井謙一・横国大)
会誌44巻4号~11号までを編集・発行済です。
会誌の電子書籍化によりホームページを利用した会誌閲覧を、平成25年9月から運用を開始しました。これにより、パスワードを付与されたねじ研の会員ならどなたでも閲覧できます。印刷製本した会誌も引き続き発行しています。
平成25年度発行予定の製造ガイドブックの記事原稿を、会誌に順次掲載中です。
広く一般に使われる「ねじ用語辞典」の作成を検討中です。
4 指導委員会(委員長 椿省一郎・互省製作所)
定時総会での技術講演会(6月11日)「演題1:事故に見るものづくりの落とし穴(広島大学・澤俊行名誉教授)」及び「演題2:ボールねじ機構の非線形弾性挙動と超精密位置決め制御(信州大学・深田茂生教授」を開催しました。
以上。
- 2013年五地域ねじ協会交流大会開催について
-
一般社団法人日本ねじ工業協会は、国際委員会の事業として毎年アジアの五地域の
ねじ製造企業を会員とする団体と交流大会を開催しており、今年は中国上海において
開催された大会に会員代表団が参加した。
日 程:2013年6月18日(火)~20日(木)場 所:中国 上海
参加者:中国機械通用零部件工業協会緊固件分会67名(馮金堯会長他)
台湾區螺絲工業同業公会31名(陳明昭理事長他)
香港螺絲業協会23名(林志明主席他)
韓国FASTENER工業協同組合24名(魚鎭善理事長他)
一般社団法人日本ねじ工業協会29名(竹中弘忠会長他) 合計174名日 程:6月18日 代表者会議
19日 上海寶山鋼鐵股份有限公司工場見学
2013年五地域ねじ協会交流会議(於 上海揚子江萬麗大酒店)・晩さん会
20日 2013上海ファスナーエクスポ&上海自動車ファスナー(於 上海世博展覧館)
↓五地域協会代表者 ↓大川国際委員長市況報告※2014年は台湾 高雄で4月12日~14日に開催した
(下記WEBを参照)
http://www.fij.or.jp/blog/cat02/post-54.html
- 関東支部が日本航空㈱成田整備地区見学会を実施
-
関東支部(椿省一郎支部長)は、12月14日(金)、日本航空㈱成田整備地区(成田航空機整備センター・エンジンメンテナンスセンター)の見学会を実施。24名が参加しました。今回の見学は特別に日本航空が社会活動の一環として無料で開催したものです。

 最初に訪れた成田航空機整備センター内第1ハンガーは、東京ドームの約1.3倍の広さがあり、当日はボーイング社製777-300(通称 トリプルセブン 全長73.9m全幅60.9m全高18.5m)の整備が行われておりました。777の定期点検には飛行時間や飛行回数により3種類の点検基準を設けているそうです。
最初に訪れた成田航空機整備センター内第1ハンガーは、東京ドームの約1.3倍の広さがあり、当日はボーイング社製777-300(通称 トリプルセブン 全長73.9m全幅60.9m全高18.5m)の整備が行われておりました。777の定期点検には飛行時間や飛行回数により3種類の点検基準を設けているそうです。
 750飛行時間により受ける整備は約8時間を要し、主に外観によるチェックが外部の隅々まで夜を徹して行われます。7,500飛行時間を経た機体ではパネルなどを取り外し諸系統の機能検査や作動検査など詳細な検査に約2週間を要する整備、さらに16,000飛行回数または3,000日を経過した機体は、約1ヶ月間をかけて念入りな徹底した整備が行われます。一方のエンジンメンテナンスセンターでは航空機の主要部であるエンジンを点検し、分解整備が必要なエンジンは取り外して完璧な整備が行われるそうです。
750飛行時間により受ける整備は約8時間を要し、主に外観によるチェックが外部の隅々まで夜を徹して行われます。7,500飛行時間を経た機体ではパネルなどを取り外し諸系統の機能検査や作動検査など詳細な検査に約2週間を要する整備、さらに16,000飛行回数または3,000日を経過した機体は、約1ヶ月間をかけて念入りな徹底した整備が行われます。一方のエンジンメンテナンスセンターでは航空機の主要部であるエンジンを点検し、分解整備が必要なエンジンは取り外して完璧な整備が行われるそうです。 普段我々は何気なく利用している航空機ですが、実際に航空機の整備を行っている方達の作業を拝見すると、安全のためにここまで完璧な整備作業が行われているんだなあと改めて実感しました。普段から安全には関心の高いねじ企業関係者にとっても、たいへんに意義のある見学会となりました。その後、参加された方々は、ホテル日航成田において忘年会を開催、今年一年を振り返りつつ懇親を深めました。以下、参加者のコメントを紹介します。藤田螺子 藤田守彦氏「関東支部の皆様、御世話になりました。まさかボーイング777の真下まで行けるとは思いませんでした。飛行機は夢のある乗り物ですし、子供の頃からの憧れでした。今回はパプリシテイー委員会として取材も兼ねて参加しましたが、本来の任務を忘れて、飛行機を見る事に没頭してしまいました。特に私共業界に関連ある締結部品の多さには驚きました。通常飛行機1機には100万本のリベット・ねじが使われていると聞いています。また一本が高価な物も多く有る様です。生産される地域が異なるとはいえ、こうして締結部品が飛行機の安全を支えていると思いますと、誇りに感じます。」
普段我々は何気なく利用している航空機ですが、実際に航空機の整備を行っている方達の作業を拝見すると、安全のためにここまで完璧な整備作業が行われているんだなあと改めて実感しました。普段から安全には関心の高いねじ企業関係者にとっても、たいへんに意義のある見学会となりました。その後、参加された方々は、ホテル日航成田において忘年会を開催、今年一年を振り返りつつ懇親を深めました。以下、参加者のコメントを紹介します。藤田螺子 藤田守彦氏「関東支部の皆様、御世話になりました。まさかボーイング777の真下まで行けるとは思いませんでした。飛行機は夢のある乗り物ですし、子供の頃からの憧れでした。今回はパプリシテイー委員会として取材も兼ねて参加しましたが、本来の任務を忘れて、飛行機を見る事に没頭してしまいました。特に私共業界に関連ある締結部品の多さには驚きました。通常飛行機1機には100万本のリベット・ねじが使われていると聞いています。また一本が高価な物も多く有る様です。生産される地域が異なるとはいえ、こうして締結部品が飛行機の安全を支えていると思いますと、誇りに感じます。」