
会報ねじ 新着記事
- 竹中製作所、竹中佐江子社長の取材記事、「Newsweek International」8月19日号に掲載される
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
ここで紹介する対象は、会員の皆様の自発的な対外発信という意味で、ブログやSNSなども含んで良いと思います。
今回は、竹中製作所様の『タケコのブログ』と、そこに掲載された記事をそのまま掲載致します。
--------- 最初に 竹中製作所様のブログのご紹介 -------------
発信者のタケコは竹中製作所のイメージキャラクターです。
タケコのブログは、竹中佐江子社長が、社内の取り組みを社外に向けて発信したいと思い立って始めました。竹中製作所は、世の中にないものを生み出す「オンリーワンスピリット」を大切に、時代を超えて「お客様そして社会の期待に応えられるモノづくり」を目指し、経営者、社員が一丸となって取り組んで来ました。その姿を広く知っていただき、竹中製作所で働いてみたいと関心を持っていただける人たちを増やしたいという思いもあります。
当初、社長自ら記事を掲載していましたが、現在は若手社員が管理し、交替で書くようになっています。対外発信の仕事に関わることによって、若手社員も成長しています。
以上、竹中佐江子社長にうかがいました。
未来開発パブリシティ委員会事務局
----------- 以下 タケコのブログの掲載記事のご紹介 --------------
掲載日付:2022年8月16日
件名:「Newsweek International」8月19日号に掲載されました!✍☆彡
みなさん、こんにちは!
先日お知らせしておりました、
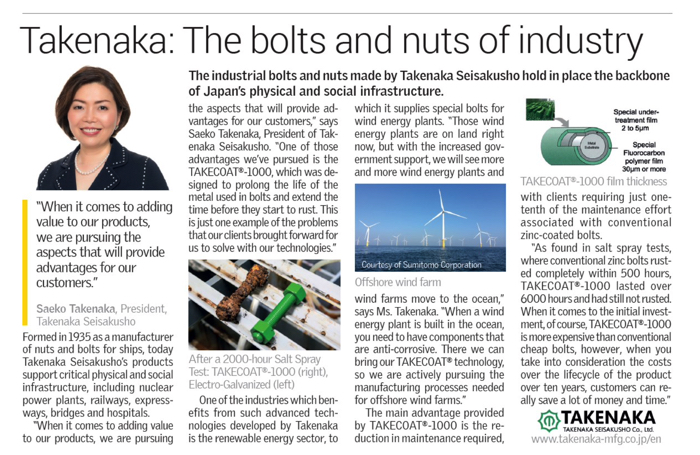
当社の代表取締役社長 竹中佐江子が英国通信社"The Worldfolio"社より、取材を受けた際の記事が、「Newsweek International」8月19日号(紙媒体)に掲載されました!
デジタル版は、8月12日に更新されております。
「人々の生活に欠かすことのできない、隠れたモノづくり」をテーマに
6月に取材された内容で、他にもモノづくりにこだわりを持った日本企業が複数紹介されています。

当社の記事では、主に経営における考え方、及びタケコート®-1000の特長が紹介されています。
また陸上風力発電プラントでの実績を活かし、今後ますます拡大される洋上風力発電において当社の技術力によって、再生可能エネルギー普及の一翼を担っていきたいと考えています。
デジタル版は、以下のURLにてご覧いただけますので、ぜひご一読ください!
https://www.theworldfolio.com/files/file/report-62fb5c8270965.pdf
以上
- 日東精が、工安川電機人協働ロボット用ねじ締めユニット「PD400YE」シリーズを新発売
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
日東精工株式会社
2022 年9 月吉日
-----------------------------------------------------------------------------------------------
YASKAWA Plug & Play Kit に対応
~安川電機人協働ロボット用ねじ締めユニット「PD400YE」シリーズを新発売~
-------------------------------------------------------------------------------------------------
■ はじめに
日東精工株式会社(代表取締役社⾧:材木正己、本社:京都府綾部市井倉町梅ヶ畑20 番地、東証プライム、https://www.nittoseiko.co.jp/)は、株式会社安川電機の人協働ロボットMOTOMAN-HC シリーズの「Plug & Play」に対応したねじ締めユニット「PD400YE」シリーズを、10 月1 日より販売開始いたします。
■ 製品の開発背景
近年の製造工場では人手不足解消のため、容易に導入できる協働ロボットが注目を集めています。しかし、ねじ締め分野においては、協働ロボットによるねじ締めミスが発生すると、その解消のために人手が必要になり、協働ロボット導入の効果を最大限享受することができなくなっています。この問題に対処して、ねじ締めミスの少ない高機能なねじ締めユニットを搭載すると、ロボットによるハンドリングのための設定や現場での操作が複雑になる等の問題が新たに生じていました。これらのことから、ねじ締め分野の協働ロボットにおいては、高機能かつ設定・操作等の取扱いが簡単なねじ締めユニットが望まれていました。
「PD400YE」シリーズは、高機能NX ドライバT3 シリーズを標準採用し、安川電機人協働ロボットMOTOMAN-HC シリーズと簡単にセットアップできるよう開発した製品です。YASKAWA Plug & Play Kit に対応しており、同Kit に含まれるプラグインソフトにより、スマートペンダント画面からドライバ回転速度やターゲットトルクなどを簡単に編集できます。

※YASKAWA、MOTOMAN、YASKAWA Plug & Play Kit は、株式会社安川電機の商標です。
■ 製品特⾧
高機能NX ドライバT3 シリーズを標準採用しました。多彩な条件によるねじ締めが可能です。また、YASKAWAPlug & Play Kit に対応したプラグインソフトにより、安川電機MOTOMAN-HC シリーズに当社ねじ締めユニットを簡単にセットアップすることが可能。初期立上げも容易です。
1. 簡単セットアップ
ツール取付部はISO9409-1-50-4-M6 に準拠。ロボット先端に簡単に取り付けることができます。また、プラグインソフトについては、導入を容易にするためにインストールパッケージをご用意。USB ドライブをスマートペンダントに接続することで、すぐに立上げが可能です。
2. スマートペンダント対応プラグインソフト
・ 大画面タッチスクリーンから直感的な操作で初期セットアップが可能です。
・ ドライバの回転速度やターゲットトルクなどの設定を編集することができます。
・ ねじ締め時のトルクおよび回転速度の各波形をスマートペンダント上に表示することができます。

3. 高性能NX ドライバT3 シリーズ+軽量ツール
NX ドライバT3 シリーズを標準採用。高精度なねじ締めが可能なほか、16 組の異なるターゲットトルクや回転速度の組合せを保存することができます。締付けポイント毎に異なるセッティングでねじ締めを行うことが可能です。
また、小型軽量設計のバキューム吸着式ツールと多関節ロボットの組合せで、狭い開口部からアクセスしたねじ締めや、障害物を避けたねじ締め等が可能となります。
■ 製品外観/構成の一例

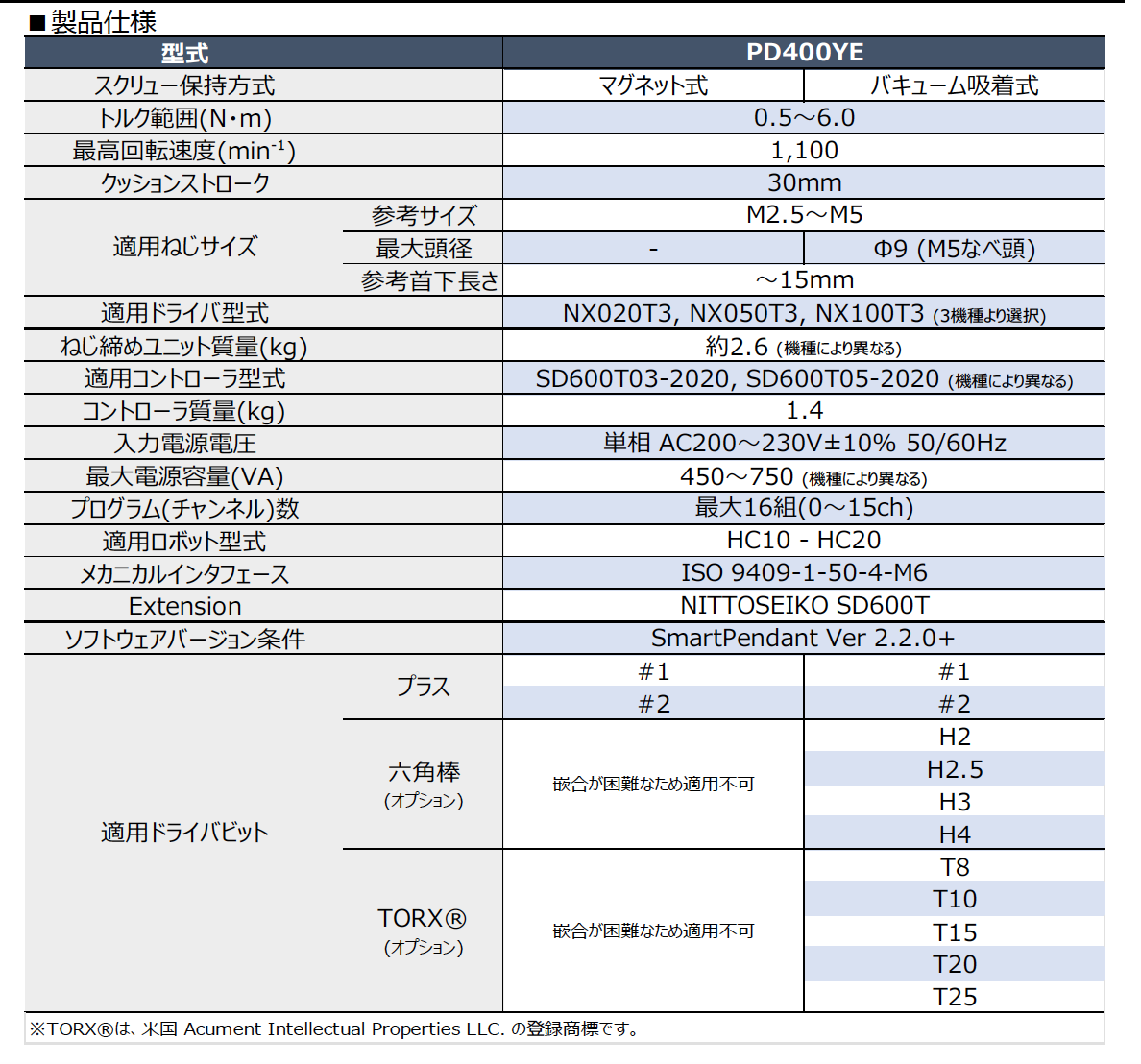
■ 製品仕様
■ 販売計画
希望販売価格: PD400YE ※マグネット仕様 1,030 千円
(税抜き) ※バキューム仕様 1,030 千円
製品構成 : ①NX ドライバT3 シリーズ
②ねじ締めコントローラSD600T
③ロボット取付用アタッチメント
④プラグインソフト
⑤付属品(ケーブル)一式
販売開始日 : 2022 年 10 月 1 日
目標販売台数 :10 台/月
主要販売先 :自動車部品業界、電機メーカ、自動機メーカ 等
■ 当ニュースリリース発信元
日東精工株式会社 経営企画室 マーケティング課 マーケティング係 係⾧ 有本 大祐
〒223-0052神奈川県横浜市港北区綱島東6丁目2番21号
電話:045-545-3316
以 上
- 千葉県立現代産業科学館「ねじ企画展」のご案内 −日本ねじ工業協会が出展協力−
-
千葉県立現代産業科学館において、年に一度の「企画展」がまもなく開催される予定です。令和4年度の企画展は「ねじ」がテーマとなり、日本ねじ工業協会として出展のご協力をさせていただくことになりました。資料展示やワークショップのため会員企業13社が参加することになり、その準備を進めています。

現代産業科学館の「ねじ企画展」の実施概要は以下の通りです。
令和4年度企画展「ネジる ツナガる-モノ×ネジ×ヒト-」を開催いたします。
今年度の企画展では、大きさも働きも多種多様なねじが、見えないところで私たちの生活を支え、物だけではなく、人の思いをつないでいることを、展示と体験をとおして「楽しく」「わかりやすく」紹介します。
令和4年10月15日(土)~12月4日(日) ※月曜日休館(月曜日が祝日の場合は翌火曜日)
開館時間 9:00 ~ 16:30(入館は16:00 まで)
会 場 現代産業科学館 企画展示室ほか
企画展開催中の 一般:500円(400円)
入場料について 高校・大学生:250円(200円)
( )内は団体(20名以上)料金
※中学生以下、65歳以上の方、障害者手帳をお持ちの方と
その介護の方は無料
※11/3(文化の日)は入場無料(駐車場は有料)
アクセス 千葉県市川市鬼高1−1−3
JR総武線 下総中山駅または本八幡駅から徒歩15分
都営新宿線 本八幡駅から徒歩20分
京成本線 鬼越駅から徒歩13分
千葉県立現代産業科学館は、千葉県内の産業技術を後世に伝える使命を持って設立されました。館内では現代産業の歴史、先端技術を学び、科学技術の原理やしくみを体験しながら学習ができます。首都圏からのアクセスもよく、千葉県外からも見学のお客様が増えているとうかがっています。
展示会場には、ねじの歴史、ねじの原理、さまざまな種類のねじ、未来のねじ技術など、広範囲にわたる資料が展示されると共に、ワークショップでねじを体験的に学ぶことができます。
開催期間中に、ご家族と一緒にお出かけになってはいかがでしょうか?
出展協力をいただく会員企業様は以下の通りです(あいうえお順)。
ねじ資料展示協力(会社名と提供資料)
・株式会社イチヤナギ レール固定用ゆるみ止めナット
・株式会社オー・ピー・ジ 耐震ゆるみ止めねじ、
蝶ボルト・ナット他日常生活を支えるねじ
・興津螺旋株式会社 競技用チタンボルト、樹脂製ねじ
・株式会社河坂製作所 モータースポーツ向けシリンダーヘッド用ボルトナット
・クラウン精密工業株式会社 薄頭ねじ
・株式会社竹中製作所 防錆コーティングねじ
・東海部品工業株式会社 骨折治療材料、外科手術器械
・ 西精工株式会社 圧入ナット
・日東精工株式会社 樹脂用セルフタッピンねじ、
軟質金属用セルフタッピンねじ、極小ねじ
・ 富士セイラ株式会社 ラチェット機構付きゆるみ止めねじ、防水ねじ、
・株式会社丸ヱム製作所 各種エンジニアリングプラスティックねじ
・メイラ株式会社 フェアリング固定ボルト、
宇宙ステーションバンパーパネル固定ボルト、
アルミ製ボルト、防水ねじ
・松菱金属工業株式会社 ねじ材料(冷間圧造用鋼線)
ワークショップ協力
・日東精工株式会社 ねじづくり体験、極小ねじ締め体験
・橋本螺子株式会社 ねじブロック体験
以上
- 日東精工が環境負荷低減を可能にする軽量単軸自動ねじ締め機を新発売
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
日東精工株式会社
2022 年9 月吉日
-----------------------------------------------------------------------------------
小型垂直多関節ロボットへの搭載を可能にした
~環境負荷低減を可能にする軽量単軸自動ねじ締め機を新発売~
-----------------------------------------------------------------------------------
■ はじめに
日東精工株式会社(代表取締役社⾧:材木正己、本社:京都府綾部市井倉町梅ヶ畑20 番地、東証プライム、https://www.nittoseiko.co.jp/)は、小型垂直多関節ロボットへの搭載を可能にした軽量単軸自動ねじ締め機「FM514VZ」と「FM514CZ」を、2022 年9 月1 日より販売開始いたします。
■ 製品の開発背景
近年、製品形状が複雑かつ多様化し、垂直多関節ロボットによる設備の自動化が増加しています。その中でも省エネ、省スペースを意識した設備導入の意識が高まり、小型の垂直多関節ロボットを採用されているお客様も多くなってきています。
弊社既存製品FM513VZ は、Z軸サーボモータによりねじの締付過程の推力を適正に制御することで高品位のねじ締めを実現しており、このたび発売する「FM514VZ」と「FM514CZ」は、既存機種の機能そのままで、小型の垂直多関節ロボットに搭載することを考慮した「軽量」単軸ねじ締め機となります。
■ 製品特⾧
ねじ供給機からねじ締めユニットへねじを1 本ずつエア圧送し、製品に適したねじ締めを自動で行います。
1. 軽量単軸ねじ締めユニット
弊社既存製品FM513VZ と比較して約70%のねじ締めユニット質量となっており、この軽量化及び搭載するロボットのサイズダウンにより約23%※のCO2 削減が見込めます(当社内。さらに設備のコンパクト化などの様々な環境負荷低減にも貢献します。
※ 当社の想定による試算であり、全てのロボットに適用できるものではありません。
2. 推力制御機能を標準搭載
本機はねじ締め工程に合わせてねじ締め推力を変更できます。また、締付けトルク、ねじ込み速度の設定も個別に行え、製品の材質、硬さ、厚さなどに応じた最適なねじ締めを実現します。
3. 仕様に応じたねじ保持方式
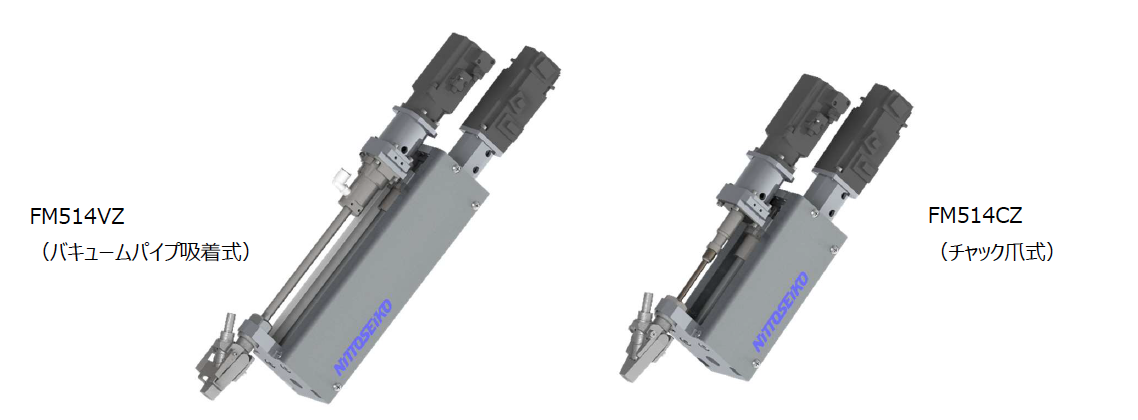
ねじ保持方式には、バキュームパイプ吸着式とチャック爪式があります。狭い場所や深い場所への締付けにはバキュームパイプ吸着式が最適です。干渉物の無い平面への締付けにはチャック爪式が最適です。
■ 製品外観:型式 FM514VZ(バキュームパイプ吸着式)/ FM514CZ(チャック爪式)
■ 製品仕様

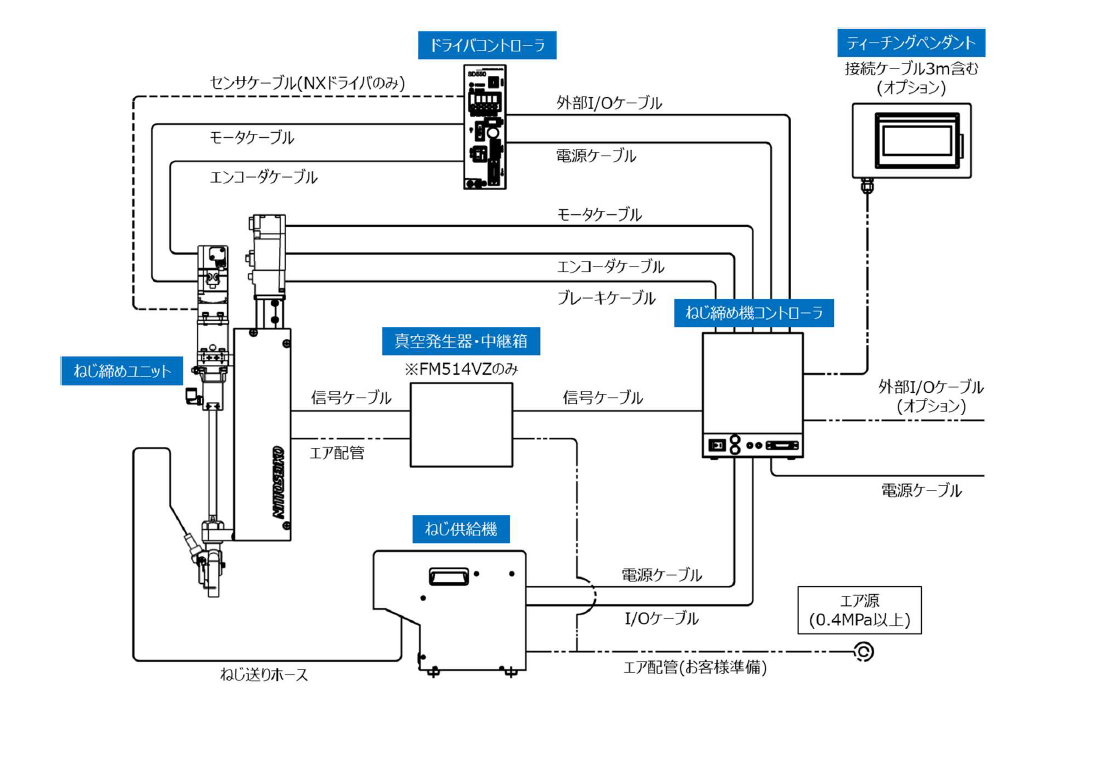
■ 装置構成図
■ 販売計画
希望販売価格 : FM514VZ (バキュームパイプ吸着式) 1,650 千円
(税抜き) FM514CZ (チャック爪式) 1,575 千円
製品構成 : ①ねじ締めユニット / FM514VZ 又はFM514CZ
②ねじ供給機 / FF311DR 又はFF503H
③ねじ締め機コントローラ / RC77 又はRC75
④ドライバコントローラ / SD550
⑤ケーブル類一式
販売開始日 : 2022 年 9 月1 日
目標販売台数 : 10 台/月
ターゲット業界 : 自動車部品業界、電機メーカ、自動機メーカ 等
■ 当ニュースリリース発信元
日東精工株式会社 経営企画室 マーケティング課 係⾧ 有本 大祐
〒223-0052神奈川県横浜市港北区綱島東6丁目2番21号
電話:045-545-3316
以上
- 日東精工がファナック協働ロボット用ねじ締めユニット「PD400FA」シリーズを新発売
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
2022年8月吉日
---------------------------------------------------------------------------------------------
ファナック協働ロボットCRXシリーズプラグインに対応
~ファナック協働ロボット用ねじ締めユニット「PD400FA」シリーズを新発売~
----------------------------------------------------------------------------------------------
■ はじめに
日東精工株式会社(代表取締役社⾧:材木正己、本社:京都府綾部市井倉町梅ヶ畑20 番地、東証プライム、https://www.nittoseiko.co.jp/)は、ファナック株式会社の協働ロボットCRXシリーズのプラグインに対応したねじ締めユニット「PD400FA」シリーズを、10 月1 日より販売開始いたします。
■ 製品の開発背景
単純作業を伴うねじ締めは、人による作業からロボットへの置き換え効果が高い工程です。安全柵などが不要で、導入のハードルが低い協働ロボットにねじ締め機を組み合わせれば、比較的簡単にねじ締め工程の自動化が図れます。このことより、近年協働ロボットに簡単に搭載できるねじ締め機が注目されています。
一方で、ねじ締め不良は製品の品質低下に直結するので、高い信頼性をもつねじ締め機が必要です。しかし、高性能なねじ締め機は一般に取扱いが難しく、誰にでも導入できるものではありませんでした。
このたび発売するPD400FA シリーズは、この問題を解決したシステムです。高性能ねじ締め機を誰でも簡単に取扱えることをコンセプトとしました。定評の高性能ドライバNX ドライバT3 シリーズを、容易にファナック協働ロボットCRX シリーズに接続することができます。また、使いやすいプラグインソフトで、直感的な操作が可能になりました。
■ 製品特⾧
PD400FAシリーズは、プラグイン対応周辺機器としてファナック株式会社から認定を受けています。ロボットへの取付が簡単なだけでなく、ソフトのインストール/取扱いも簡単です。USB ドライブからインストール後、すぐにお使いいただけます。
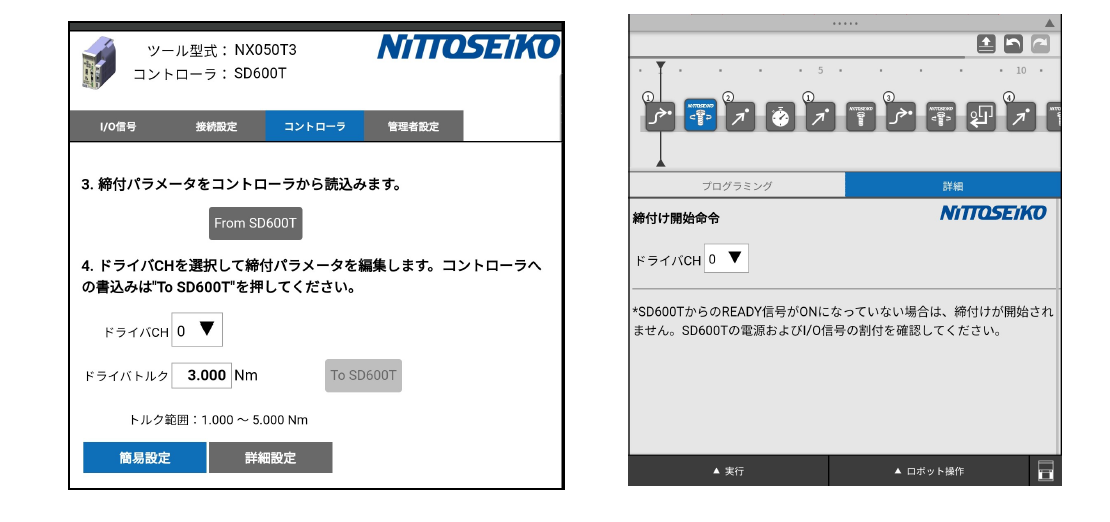
- プラグインソフトによる簡単プログラミング
CRX タブレットTP の画面から簡単にドライバ回転速度や目標トルクなどを変更できるプラグインソフトを新開発いたしました。直感的な操作で、ねじ締めパラメータを編集することが可能です。
また、プログラミングを簡単にするアイコンもご用意しました。ねじ締めを行うには、それぞれのねじ締めポイントにて、I/O などいくつかの設定が必要ですが、本ソフトではひとつのアイコンで設定することができます。
 2. 高性能かつ小型軽量ツール
2. 高性能かつ小型軽量ツール高性能を追求したNX ドライバT3 シリーズを搭載。しかも、取り回し性を考慮したコンパクト設計としています。狭いところへもアクセス可能な形状としました。
3. 導入に必要な機器をすべてパッケージ化(オプション)
製造ラインへの導入だけでなく、スタンドアロンでの使用も想定し、ねじ締めシステムとして必要な機器をオプションとしてご準備しています。キットをご購入いただくだけですぐにご使用いただける、ターンキーデバイスです。
■ 製品外観/構成 (バキューム吸着式の一例)

NX ドライバT3 搭載ねじ締め SD600T コントローラ
ツールユニット
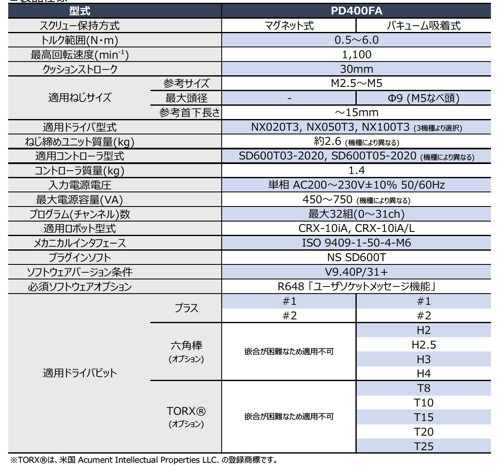
■ 製品仕様
■ 販売計画
希望販売価格 :PD400FA ※マグネット仕様 1,030 千円
(税抜き) ※バキューム仕様 1,030 千円
製品構成 :①NX ドライバT3 シリーズ
②ねじ締めコントローラSD600T
③ロボット取付用アタッチメント
④プラグインソフト
⑤付属品(ケーブル)一式
販売開始日 :2022 年 10 月 1 日
目標販売台数 :10 台/月
主要販売先 :自動車部品業界、電機メーカ、自動機メーカ 等
■ 当ニュースリリース発信元
日東精工株式会社 経営企画室 マーケティング課 マーケティング係 係⾧ 有本 大祐
〒223-0052神奈川県横浜市港北区綱島東6丁目2番21号
電話:045-545-3316
以上
- 日東精工が安川電気と共同開発の垂直多関節型ロボットを新発売
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
2022 年8月8日
日東精工株式会社
-------------------------------------------------------------------------------------------
ロボットとねじ締めの融合による品質・生産性の向上
―株式会社安川電機と日東精工のコラボ製品−
~ 垂直多関節型ねじ締めロボット「SR825AR シリーズ」を新発売 ~
-------------------------------------------------------------------------------------------
■ はじめに
日東精工株式会社(代表取締役社⾧:材木正己、本社:京都府綾部市井倉町梅ヶ畑20 番地、東証プライム、https://www.nittoseiko.co.jp/)は、株式会社安川電機と共同開発の垂直多関節型ロボットとねじ締めドライバを融合させた「ねじ締めロボットSR825AR シリーズ」を10 月1 日より販売開始いたします。
■ 製品の開発背景
これまでのねじ締めロボットでは、ねじ締めドライバと位置決めロボットはコントローラが分かれており、操作やプログラムも別々で、使い勝手や連携した動作に課題がありました。
この課題に対し、ねじ締めドライバと位置決めを行うロボットをロボットコントローラ側で一括制御することで、ねじ締めドライバとロボットの融合した動作が可能となり、かつ一元的な管理によりねじ締め工程の効率化が期待できます。また、構成機器の削減によるエネルギーの低減や作業現場での操作の簡素化によるセットアップ時間の短縮など多くのメリットが生まれます。
近年は、製品形状の複雑化かつ多様化により、垂直多関節ロボットによる設備の自動化が増えつつあり、垂直多関節ロボットを数多く製造する株式会社安川電機との共同開発を進めてきました。
■ 製品特長
ねじ供給装置からねじを1 本ずつピックアップし、様々な位置に様々な角度で、製品に適したねじ締めを自動で行います。
1. 株式会社安川電機多関節ロボット「MOTOMAN」と日東精工ねじ締めユニットを融合
ねじ締めドライバもロボットコントローラで一括制御し、ロボットが持つ位置情報とねじ締めドライバが持つトルク情報を組み合わせることで、ロボットがリアルタイムにねじの締付け品質を把握。従来は検知が難しかったタップ(めねじ)の加工不良や、⾧さ違いのねじ混入による締付けミスを検知することも可能です。また、得られた情報を上位システムへアップロードすることで、工場全体のねじ締め品質を見える化し、一元管理することも可能です。
2. ロボットとねじ締めドライバの操作系統を一本化
ロボットのプログラミングペンダントからロボットとねじ締めドライバの双方の動作パラメータを簡単に設定でき、セットアップ時間を短縮できます。今回、ねじ締め専用命令を追加したことにより、従来の別々で制御するねじ締めロボットに比べて、プログラミングやティーチング作業が容易になっています。
3. ねじ供給は、直進式ねじフィーダ「FF801H 取り出し仕様」をパッケージ
ねじ締めロボットにねじ供給装置もセットとしてパッケージ化。ねじの供給から締付けまでを一括システムとして提供いたします。
■ 製品外観・型式

■ 製品構成図
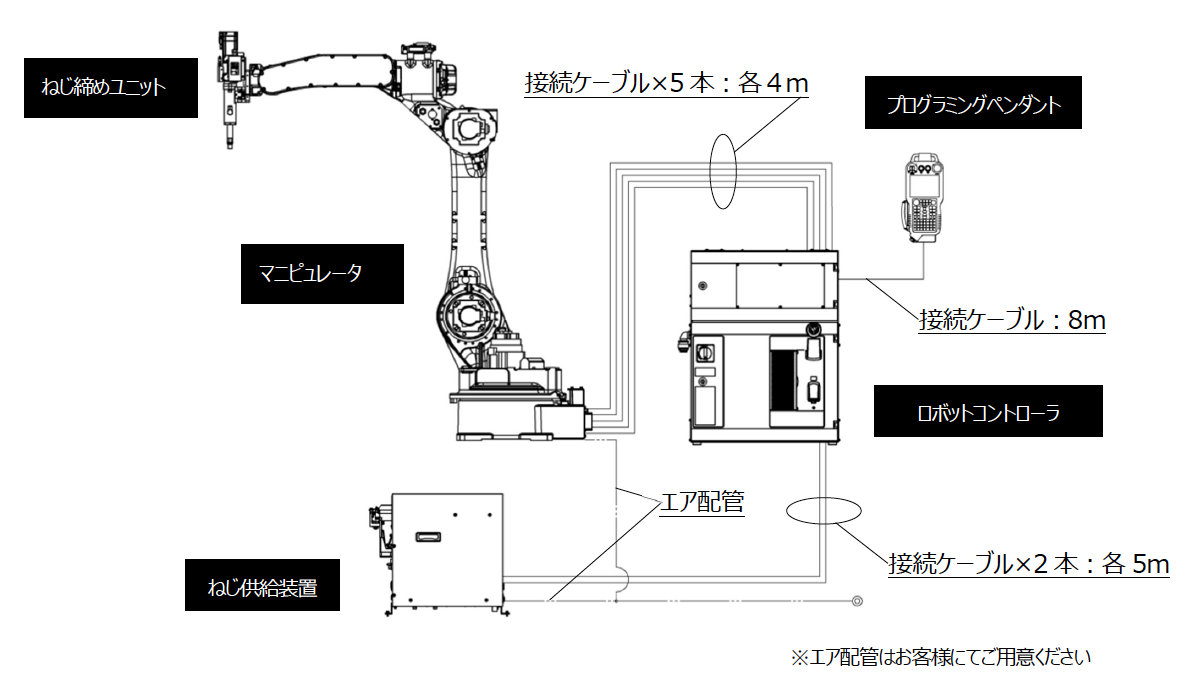 製品構成:①ねじ締めユニット
製品構成:①ねじ締めユニット②マニピュレータ / MOTOMAN-GP25
③ロボットコントローラ / YRC1000
④プログラミングペンダント
⑤ねじ供給装置 / FF801H 取出し仕様
⑥付属品(ケーブル)一式
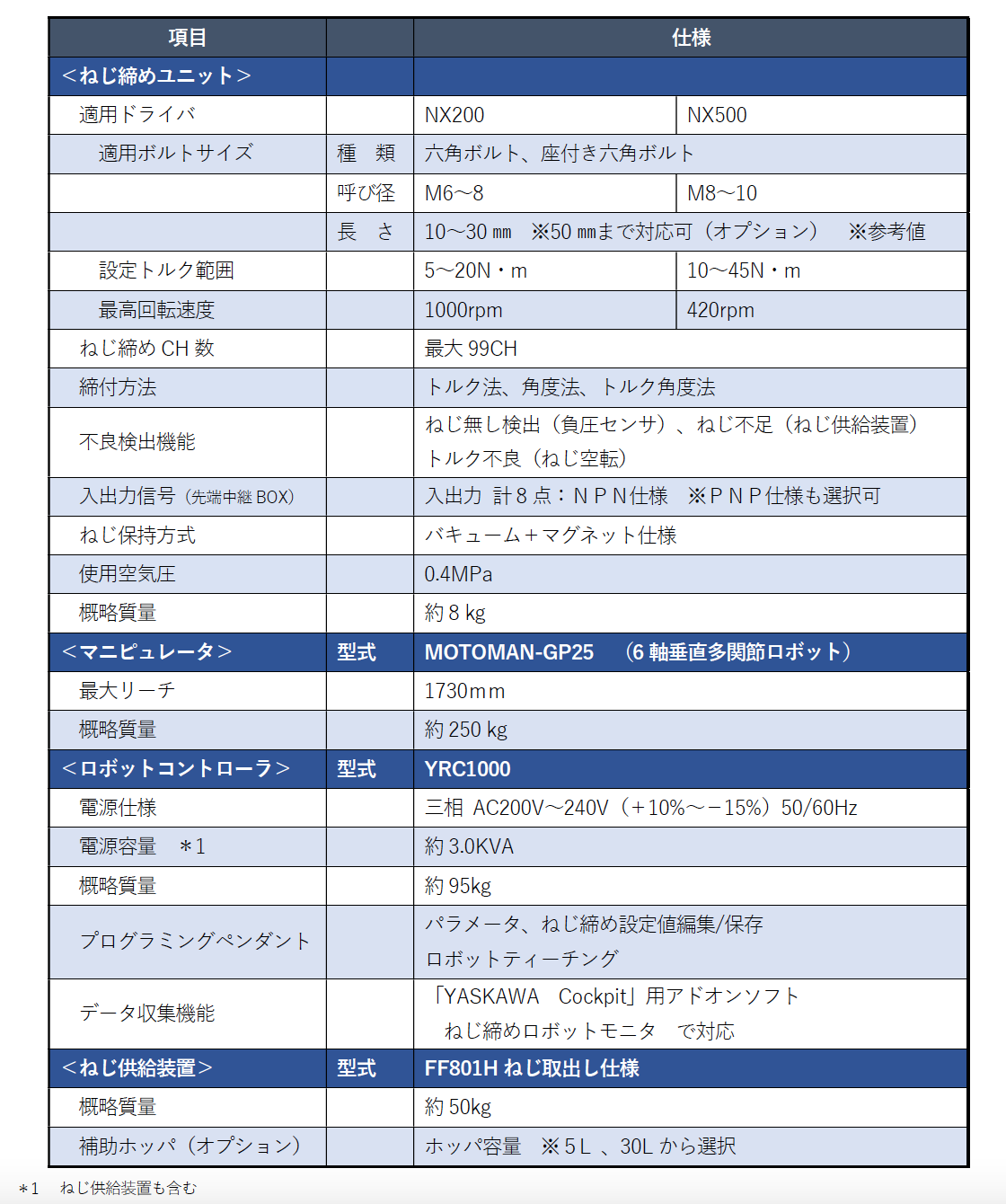
■ 製品仕様
■ 販売計画
(1)ターゲット業界 自動車部品業界、自動機メーカ 等
(2)希望販売価格(税抜き) SR825AR オープン価格
(3)販売目標 5 台/月
■ 当ニュースリリース発信元
日東精工株式会社 経営企画室 マーケティング課 マーケティング係 係長 有本 大祐
〒223-0052 神奈川県横浜市港北区綱島東6丁目2番21 号 電話:045-545-3316
以上
- 協会創立60周年記念誌が完成しました。
-
2020年の協会創立60周年記念事業の一環として、60周年記念誌の発刊が予定されていましたが、この度完成いたしました。現在、記念品であるプリンスホテルの焼き菓子セットと2冊ずつ詰め合わせ、会員の皆様にお届けすべく準備中です。

60周年記念誌タイトルは、『60周年を協会変革のスタートラインに! −会員の手で、会員の期待が実現する協会をめざす−』。60周年記念誌編纂委員会委員長の高須俊行副会長は、以下のように、この記念誌について語っています。
「50周年という大きな節目から10年の活動の成果と課題を確認する(第2部)だけでなく、会員のために協会はどうあるべきか検討してきた経緯を記録し(第1部)、タイトルには未来に向けた決意を込めることができました」と。
また、60周年の記念行事を担当した藤田守彦副会長は、記念誌の発刊を以下のように意味づけました。
「創立60周年を迎える2020年、私たちは新型コロナウイルスの感染拡大という困難に直面することになりました。結果として、式典に大勢が集まってお祝いすることができませんでした。しかし、2018年から実行委員会を中心に準備してきたことは、会員にとっての協会の価値を問い直し、会員の声を聴き、協会がこれから変わって行くべき姿を『協会変革ビジョン』として表すことに結実しました。集まれなくとも、オンラインで『ねじ座談会』(2020年)を行い、『協会変革ビジョン説明会』(2021年)をライブ配信することができました。記念誌にその記録をとどめることができました。みんなで共有し、一緒に協会変革の一歩を踏み出したいと思います。」
この10年のさまざまなプロジェクト課題を牽引してくださった立場から、取材のために貴重な時間をとってくださった皆様、編纂委員会に参加してくださった皆様をはじめ、記念誌の制作にご協力していただいた全ての皆様に、心から御礼を申し上げます。
以上
- 日東精工がHANNOVER MESSE 2022に出展
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
2022 年6月16日
日東精工株式会社
-------------------------------------------------------------------------
日東精工がHANNOVER MESSE 2022に出展
~ ねじ・ねじ締めロボットの欧州拡販に向けて ~
-------------------------------------------------------------------------
日東精工株式会社(本社:京都府綾部市)は、5/30~6/2ドイツ・ハノーファーにて開催の国際見本市「HANNOVER MESSE 2022」に出展。
HANNOVER MESSE 2022は、ドイツを含む欧州などの製造・物流メーカが集う世界最大規模の産業技術専門展示会。今回はリアル・オンラインのハイブリッド展示会として開催。
本展示会は、昨年コロナ禍で中止を余儀なくされ、今回2年ぶりの開催。ドイツ首相オラフ・ショルツ氏がオープニングセレモニーでスピーチし、また会場を直接視察するなど、ドイツをあげて本展示会の成功を後押し。
また、日本からは、日東精工、Abeam、Innophys、高石工業、ZEON、MAX、ロボット革命・産業IoTイニシアティブ協議会(RRI)、たけびしの9社が出展。(*代理店・商社からの出展は除く。)会期4日間を通して約7万5千人が来場した。
日東精工株式会社は、自動車関連・ロボット関連に属するカテゴリーのホールで出展。ねじやワークに付着する小さなごみ(コンタミネーション)を除去することをテーマとし、主力製品のねじ・ねじ締めロボットなどを展示。当社技術力のPRに努めた。



- 「材料価格値上げの製品価格転嫁問題」に関するアンケート調査結果がまとまりました。
-
掲題のアンケートの集計分析結果がまとまりました。アンケートにご協力いただきました会員の皆様には、心から感謝申し上げます。
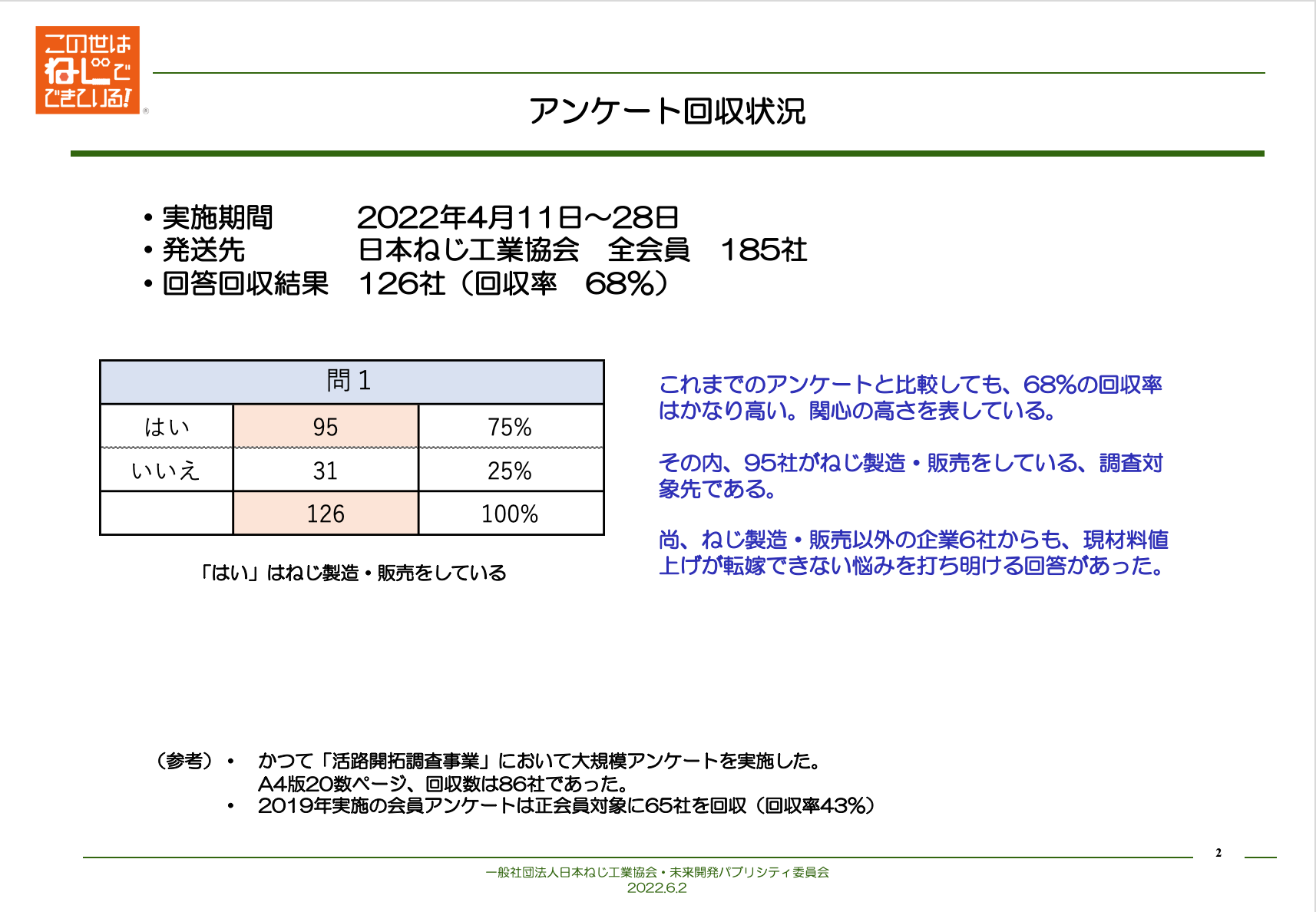
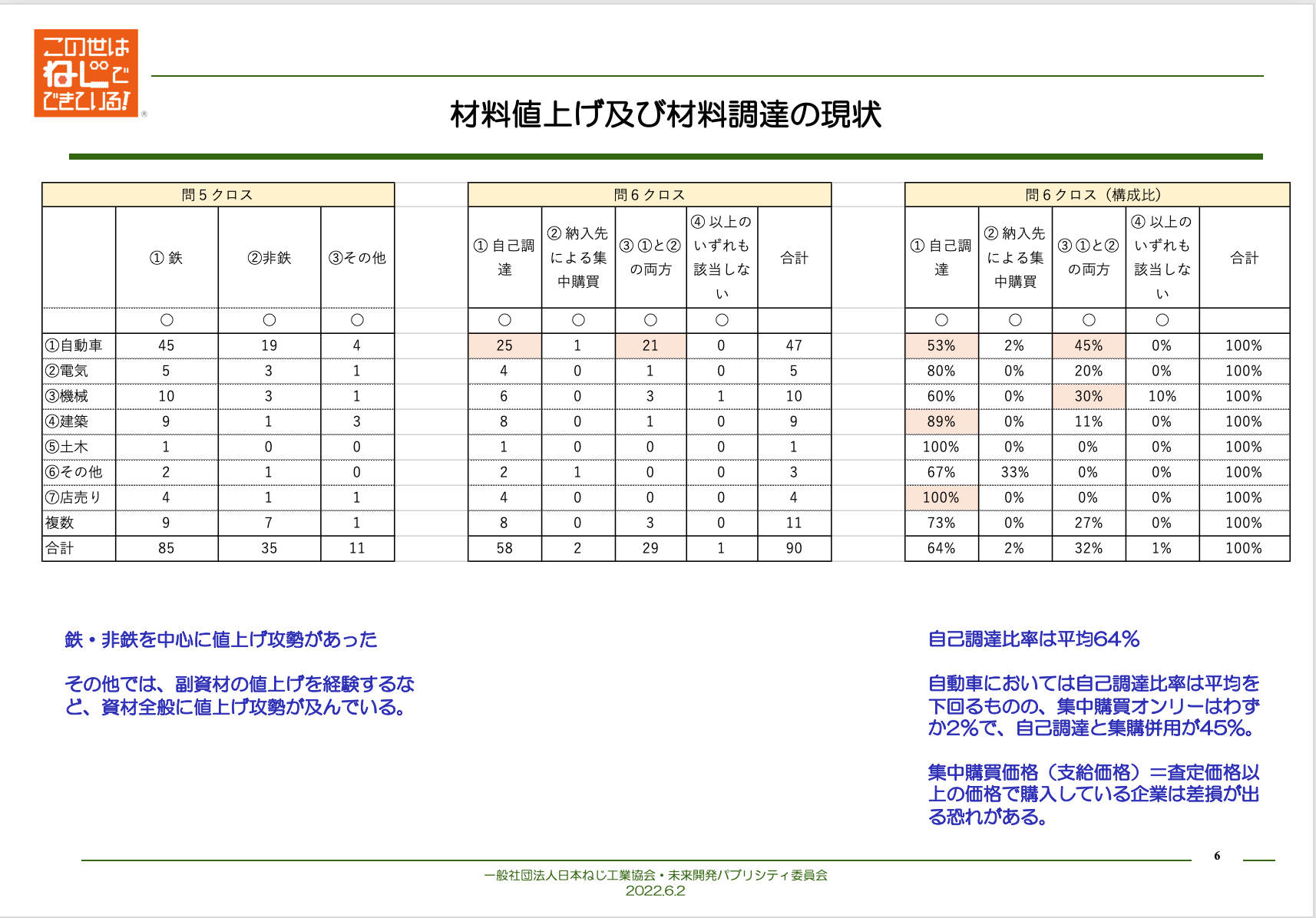
このアンケートは、昨年より、会員企業様から協会に寄せられた「材料の値上げに伴う経営への影響が生じている」、「製品価格への転嫁が出来ずに困っている」などのお訴えを受けて実施したものです。経済産業省担当課とも相談させていただきながら、協会としての取り組み課題を明らかにしたいと考えました。
実施した結果4月末の回答期限までに126社からアンケートを回収させていただきました。その回収率は7割近くになり、会員の皆様の関心の高さを窺い知ることができました。取り急ぎ分析結果報告書を以下に掲載させていただきます。
今後の進め方に関しましては、アンケートを実施した未来開発パブリシティ委員会委員長、藤田守彦副会長は以下の様にコメントしています。
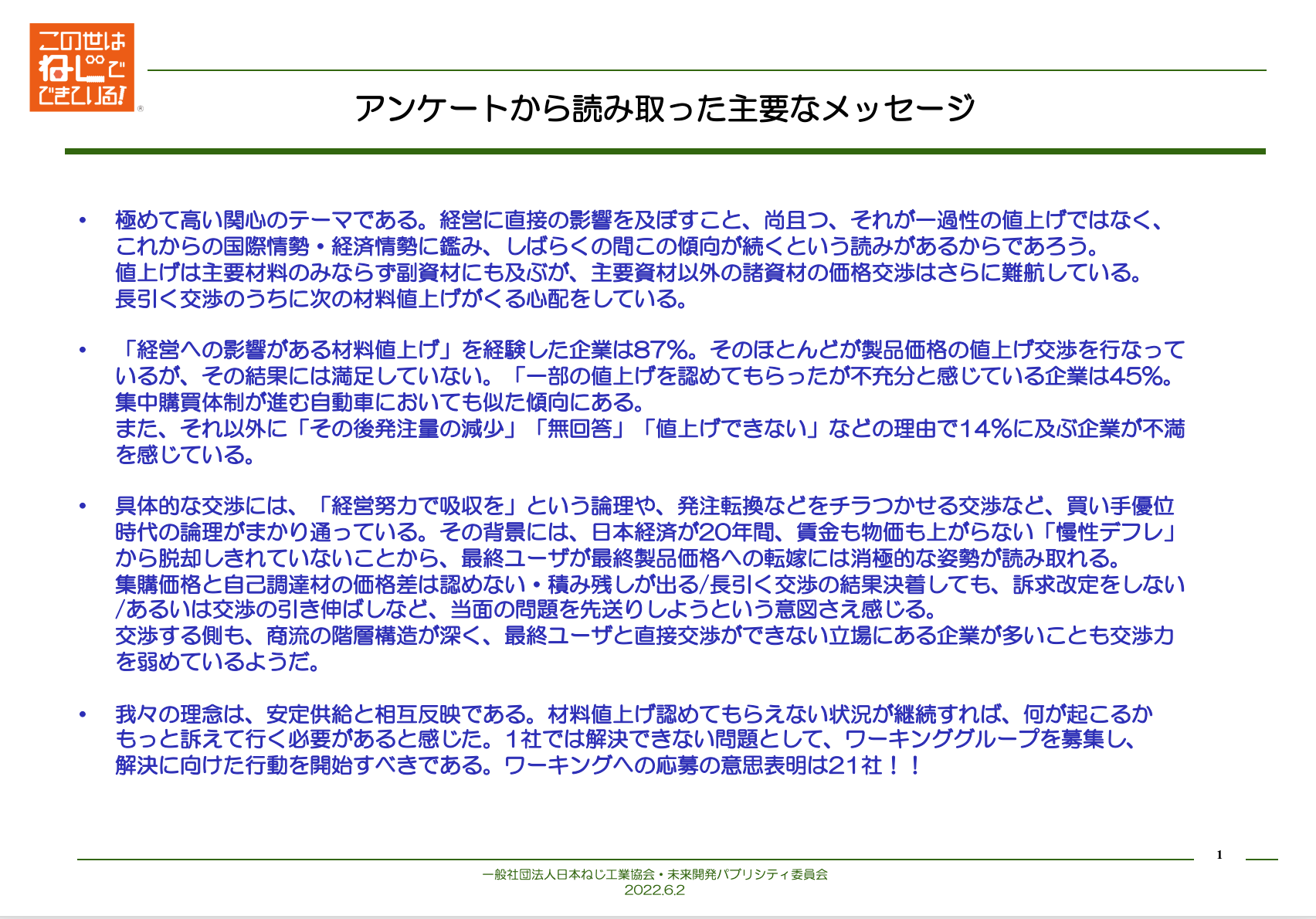
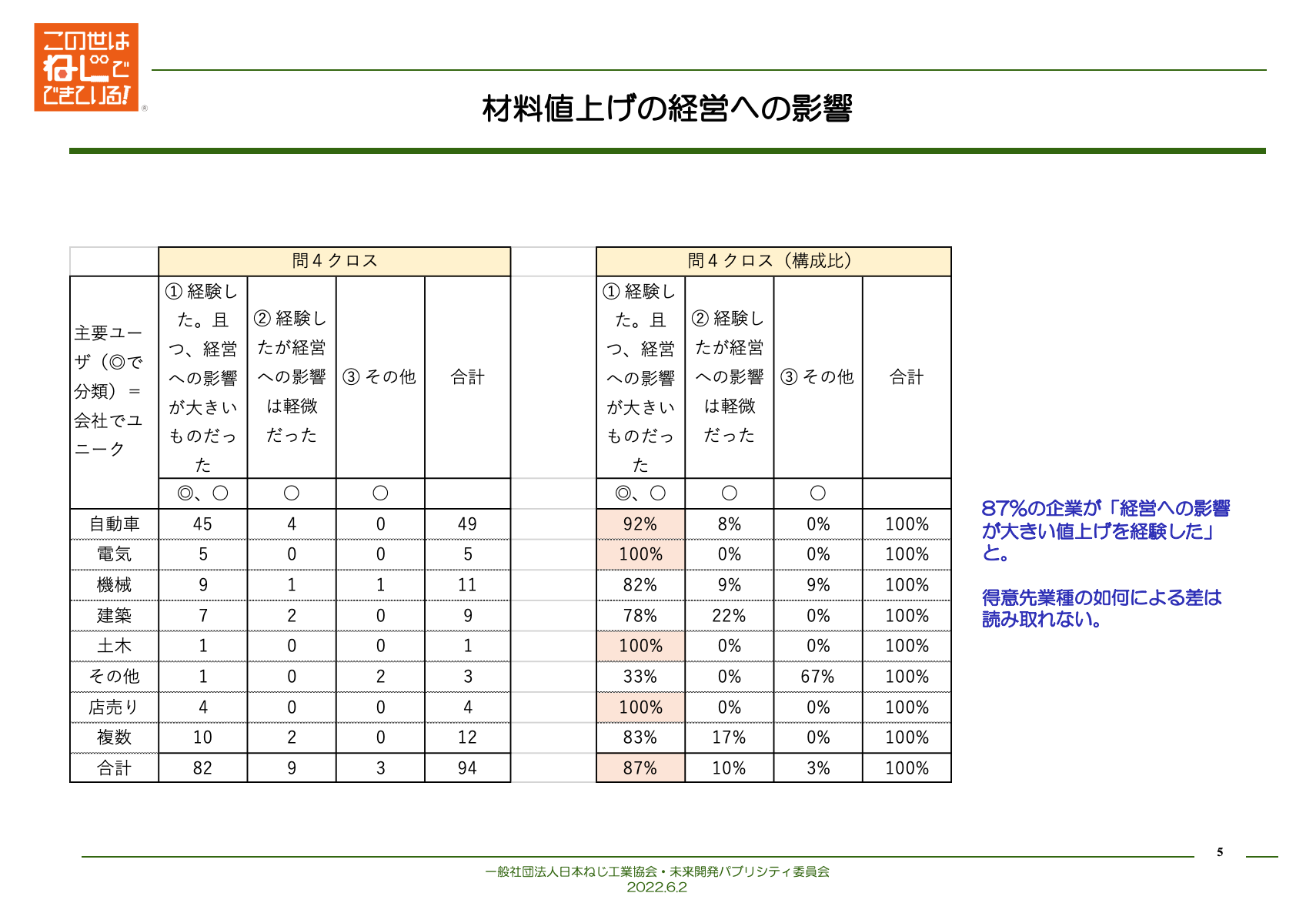
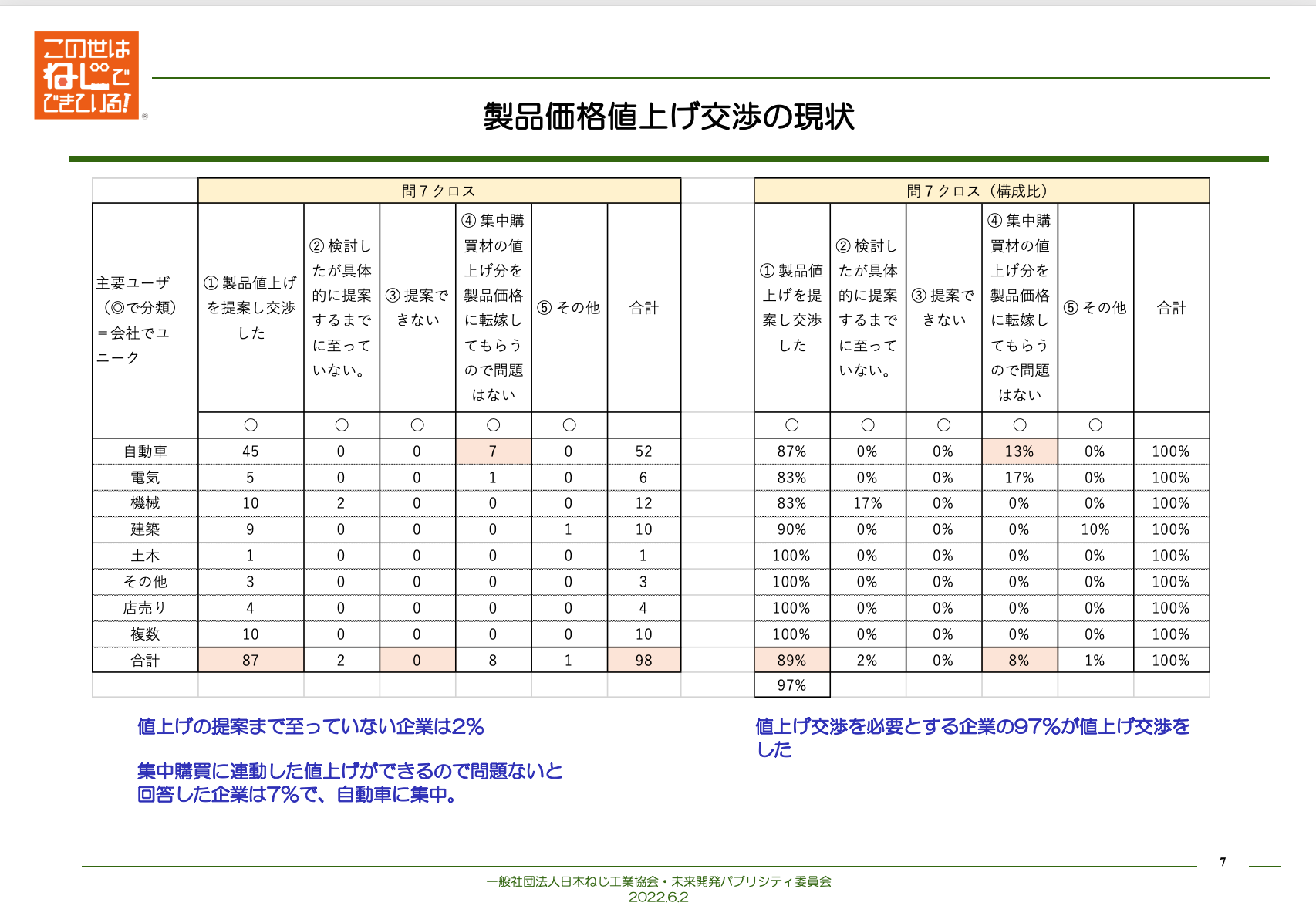
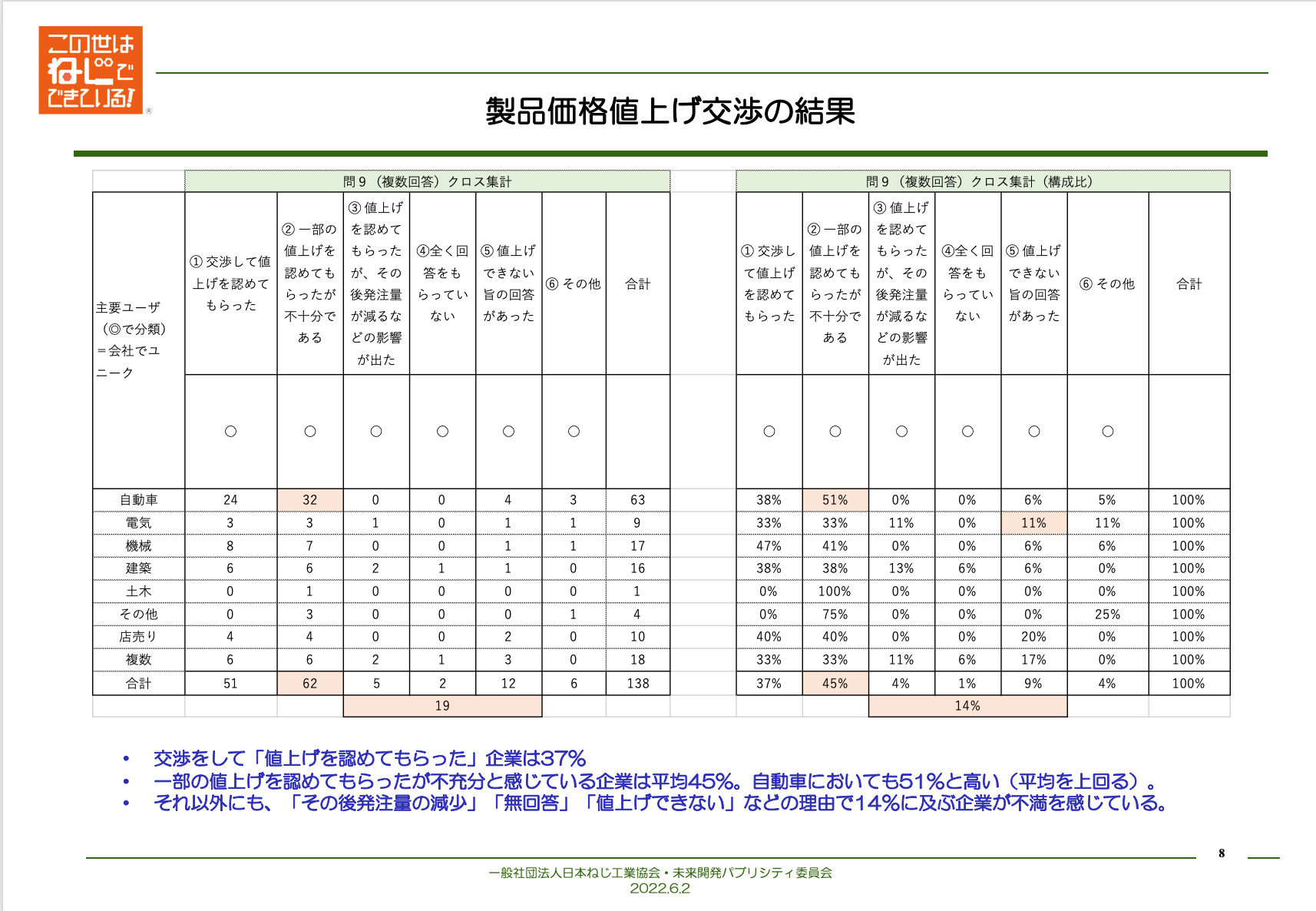
「まずは現状を把握することができました。製品価格転嫁が不十分と感じている会社が半数以上に及ぶこと、主要材料のみならず間接材料も含めて、値上がり傾向は続く恐れがあることなどから、会員の皆様にとっては、重大な関心事であることが改めて確認できました。今後、関係役員で協会として取り組むべき課題を明らかにして参りたいと思います。」
ご回答いただいた会員の皆様には引き続きお世話になりますが、よろしくお願いいたします。
以上
以上
- 日東精工が、6月1 日「ねじの日」に、SDGs にまつわるイラスト・写真を大募集!
-
15.会員企業の広報誌・ニュースレターの投稿ページです。会報ねじでは、皆様の広報誌、ニュースレター、プレスリリースを掲載し、紹介して参ります。
今回は、日東精工様より届いたプレスリリースをそのまま掲載致します。
---------------------- 以下日東精工様プレスリリース ----------------------
NEWS RELEASE
2022 年6月1 日
日東精工株式会社
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
6月1 日「ねじの日」に、SDGs にまつわるイラスト・写真を大募集!
~ ねじを装飾品に生まれ変わらせ、各賞にプレゼント ~
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
■ はじめに

日東精工株式会社(代表取締役社長:材木正己、本社:京都府綾部市井倉町梅ヶ畑20 番地、東証1部上場、URL:https://www.nittoseiko.co.jp/)は、SDGs にまつわるイラスト・写真を6月1 日「ねじの日」に合わせて公募いたします。
■ 募集の詳細・背景
「わたしの身近な再利用」をテーマに、作品を募集いたします。普段皆さんが意識されたり、身近なところで感じておられる"環境負荷低減""サーキュラーエコノミー"など「SDGs」に関連する視点で作品を創作いただき、その作品に対する想いも添えてご応募ください。
「我が家では当たり前の再利用」や「身近で見つけた再利用製品」など、ねじ以外のことでも構いません。
ご応募いただいた作品の中から、社内で選考させて頂き、ねじの"装飾品"をプレゼントいたします。ねじの量産前に行う検査で、人の手に触れた製品は使用できません。このようなねじをこれまでとは違った形に生まれ変わらせることができないかと考え製作したものです。
ねじもSDGs で守るべき環境等も、我々に関係ないものではなく、普段気づかないだけですぐそばにあるものです。様々なアイデアを、皆さんと共有できればと願っています。
本キャンペーンは6月16 日に応募を開始し、表彰に応じて景品をプレゼントいたします。
■ 応募内容
テ ー マ :わたしの身近な再利用
応 募 資 格 :問いません
※自作で未発表の作品のみ
作品サイズ :ハガキサイズ~A4 サイズ
(データで提出の場合、大きさを問いません。)
画 材:カラー、モノクロとも可(ただし、コピーは不可)
注 意 事 項:審査の参考にさせていただきますので、「作品タイトル」および「作品に込められた想い」を添えて下さい。
皆様の想い、アイデアが詰まったものを選ばせていただきます。
※ 作品は、当社HP や社外報等で公開させていただく場合がございます。
※ 作品の返却は原則行いませんのでご了承ください。
■ 応募方法
作者本人の郵便番号、住所、氏名(フリガナ)、生年月日、電話番号を明記の上、下記の宛先へお送り下さい。入賞景品の発送で確認する場合がありますので電話番号を必ず明記下さい。また、「作品タイトル」と「込められた想い」についても添えてください。
送付先 :〒223-0052
神奈川県横浜市港北区綱島東6-2-21
日東精工株式会社 マーケティング課
『ねじの日・イラスト&写真コンテスト』係
メールアドレス:mk@nittoseiko.com
上記提出先まで、郵送もしくはメールにて送付をお願いいたします。
※ メールの場合は、作品が鮮明に見えるようデータを送付ください。
■ 応募期間
2022 年6月16 日(木)~7月29 日(金)締切日当日の消印を有効といたします。
■ 表彰

応募いただいた作品から社内で厳選して表彰します。
最優秀賞(1名)
ねじっとくん入り樹脂キューブ(オブジェ)
※「ねじっとくん」は、当社のオリジナル
キャラクターです。
2015 年のねじの日に、一般の方から募集し名付けていただきました。
(上写真はイメージです。)
優秀賞 (3名)
・ キーホルダー :花言葉「どこでも成功」のネモフィラと、日東精工を
掛け合わせた"ねじ&ネモフィラ"入りキーホルダーです。
・ ピ ア ス :カラフルなねじ入りのピアスです。ねじの新しい可能性
を探りました。
・ 球体ストラップ:当社が理念に掲げる「感謝・幸福」が花言葉の
かすみそうと、ねじが入ったストラップです。
(各1 個)

キーホルダー ピアス 球体ストラップ
佳作 (10 名)

星空ストラップ:綾部の星空をモチーフに精密ねじを散りばめました。
最優秀賞、優秀賞をはじめ、いくつかの作品は8 月下旬頃から一定期間弊社ホームページ(https://www.nittoseiko.co.jp)内で掲載いたします。
応募結果の可否については個別のお問い合わせに応じておりませんのでご了承ください。
■ 会社概要
日東精工株式会社(東証一部上場)は、工業用ファスナー(ねじ)やねじ締め機、計測・検査装置などを製造販売するメーカーです。1956 年に十字穴付きねじ製造開始し、世界で初めて精密ねじの量産化に成功。精密ねじ、セルフタッピンねじでは大きなシェアを誇ります。国内だけでなく、台湾、インドネシア、タイ、マレーシア、中国、韓国、アメリカなどグローバルに事業展開をしております。
サステナビリティにも注力しており、ねじの大切さと素晴らしさを伝えるとともに、持続可能な社会の実現に努めております。
■ 本件に関するお問い合わせ先
【東京支店】神奈川県横浜市港北区綱島東6-2-21
日東精工株式会社
経営企画室 マーケティング課 係長 有本 大祐
TEL:045-545-3316 FAX:045-545-6935
以 上